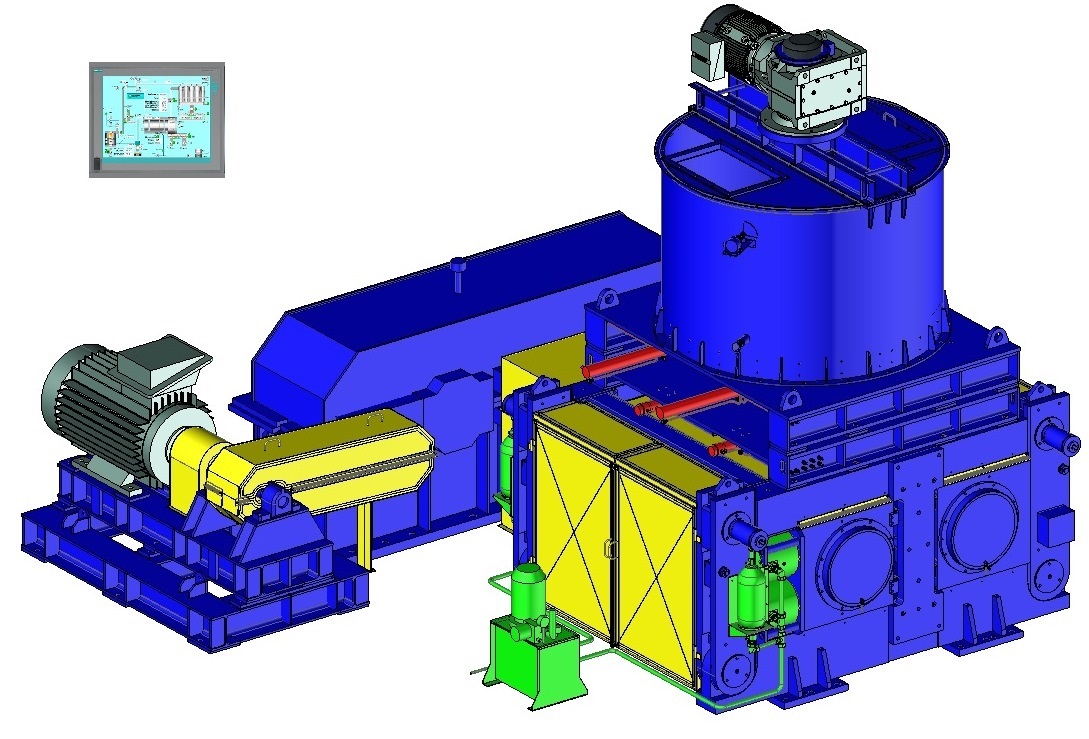
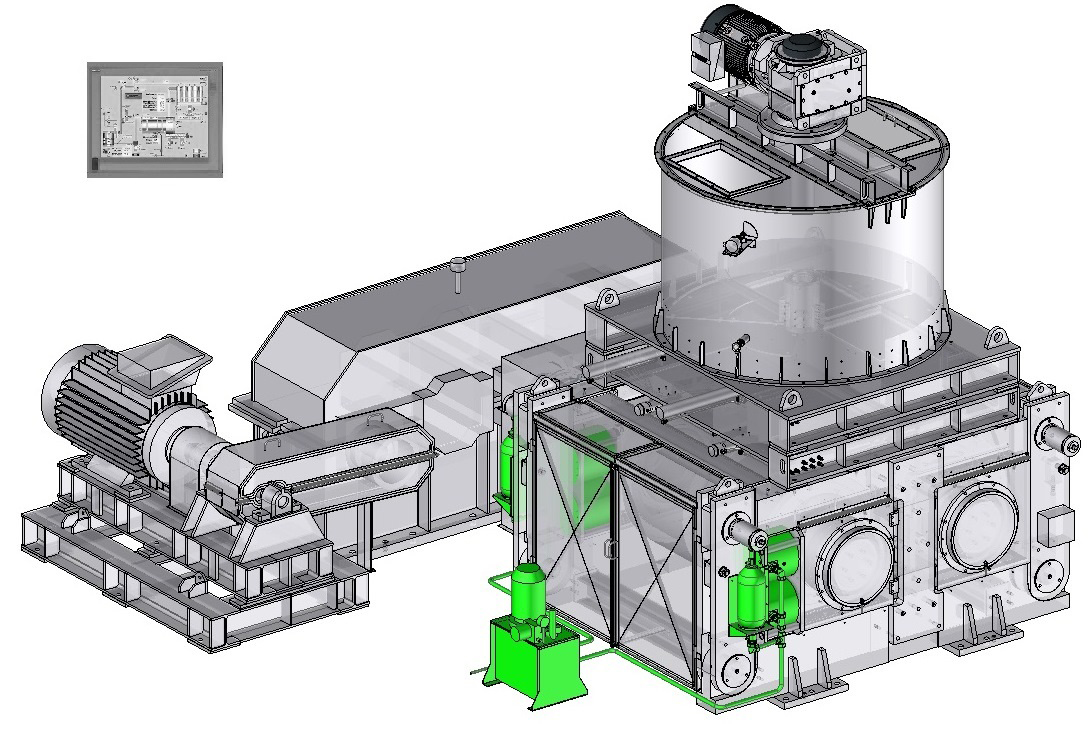
Cold briquetting press
SAHUT‐CONREUR
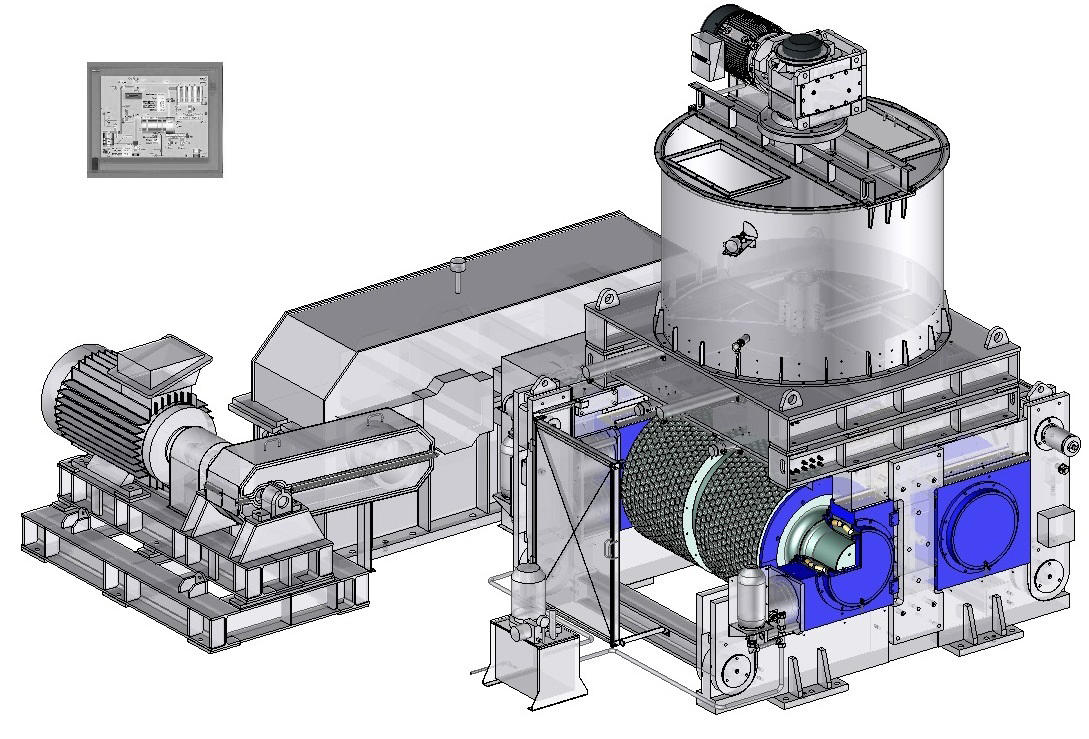
designs and manufactures briquetting presses for heavy-duty operation under hard and difficult conditions, with reliable use and minimal maintenance. Click on the different parts of this briquetting press to discover its main components.Dynamic view
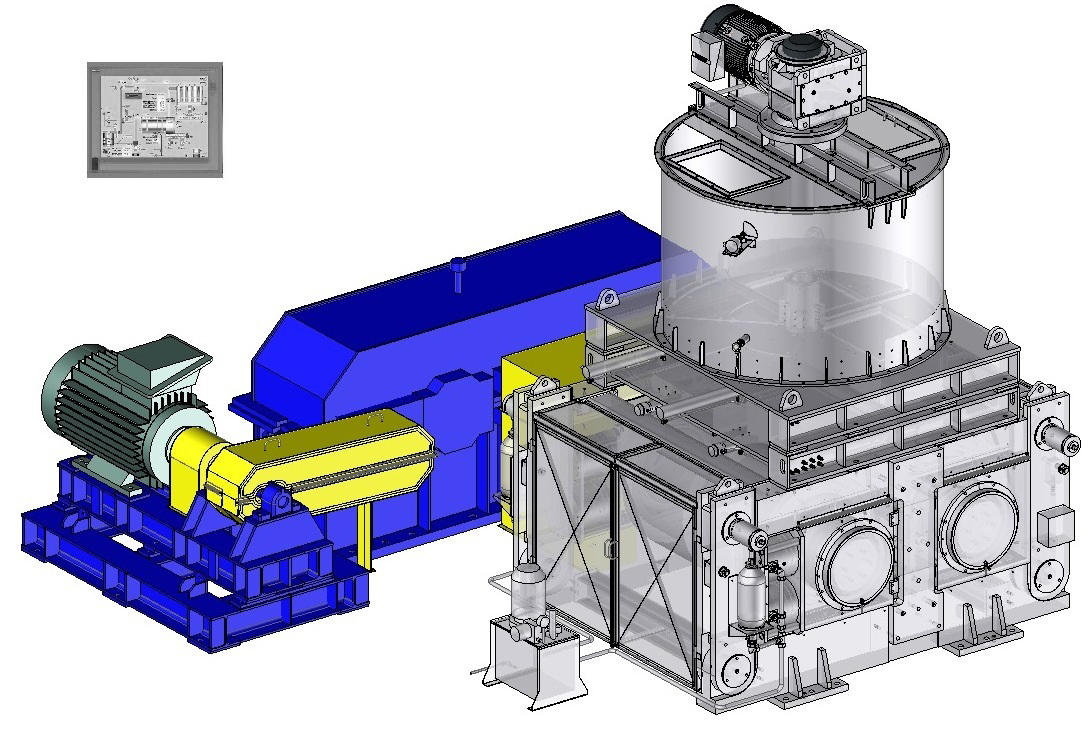
Feeding system
The feeding system is essential for full the briquetting press efficiency:SAHUT-CONREUR
has developed 3 types of systems selected according to the processed products:

The gravity feeder with distribution box
This patented system provides a uniform distribution of material across the roll width: this condition is essential in order to obtain a constant briquettes quality.
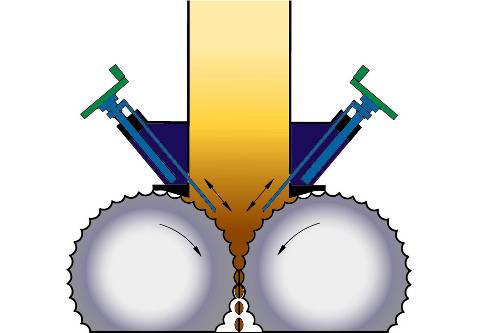
The hopper
Feeding the rolls by gravity, this system can, if necessary, be fitted with inclined flaps whose the position of which is manually or automatically adjusted.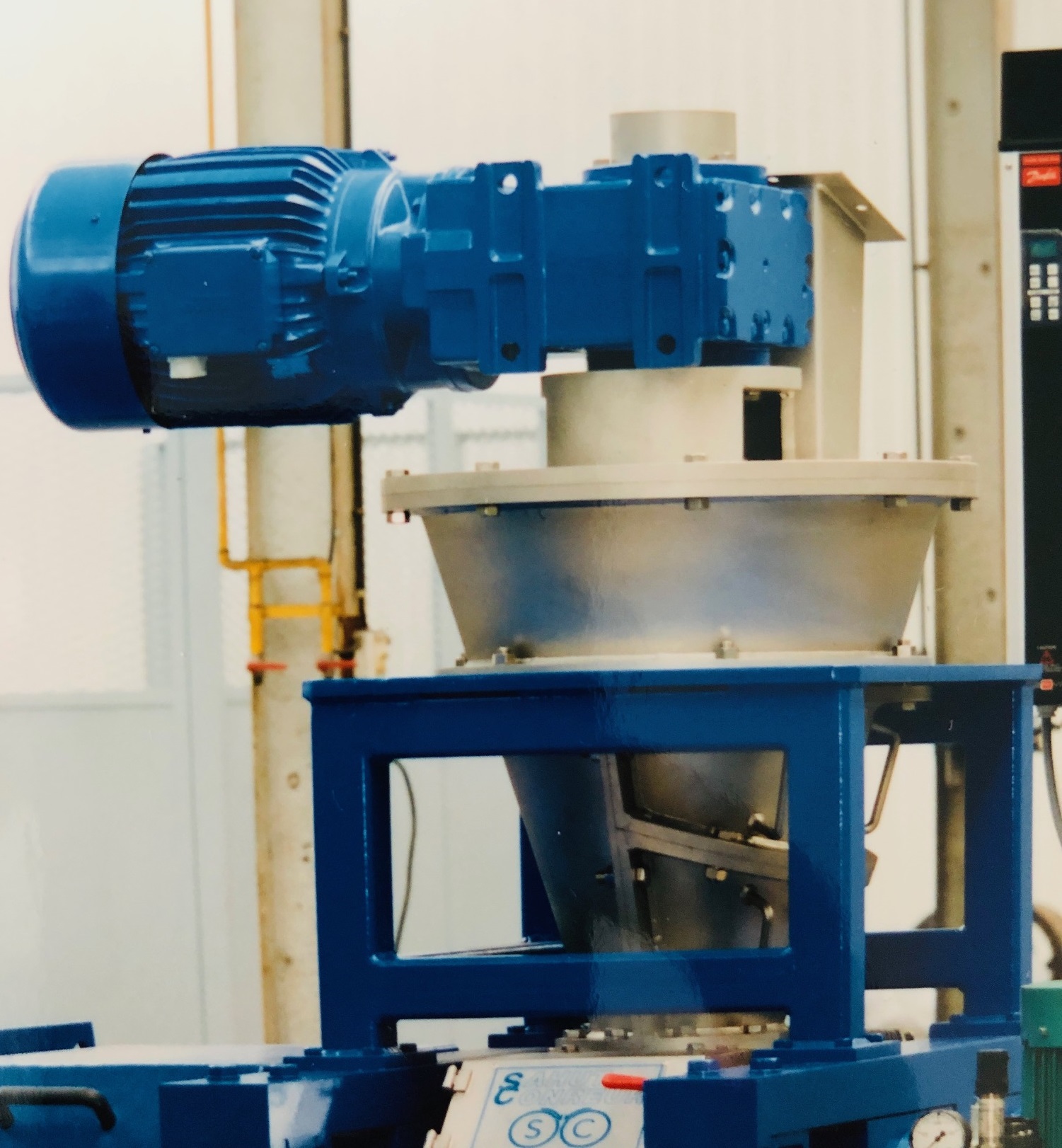
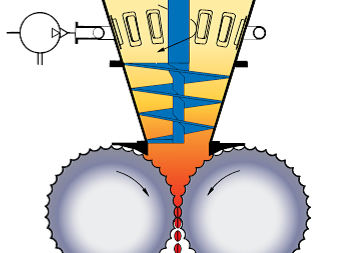
The force-feeder equipped with one or two conical screws
For predensifying the raw material and feeding the rolls. For very aerated products, the force feeder can be equipped with a deaeration system (vacuum pump) to remove the air contained in the material.
These 3 feed systems can be equipped with special floating cheek plates system reducing the
powder leakage on the rollers sides and providing a better efficiency in the grinding area.
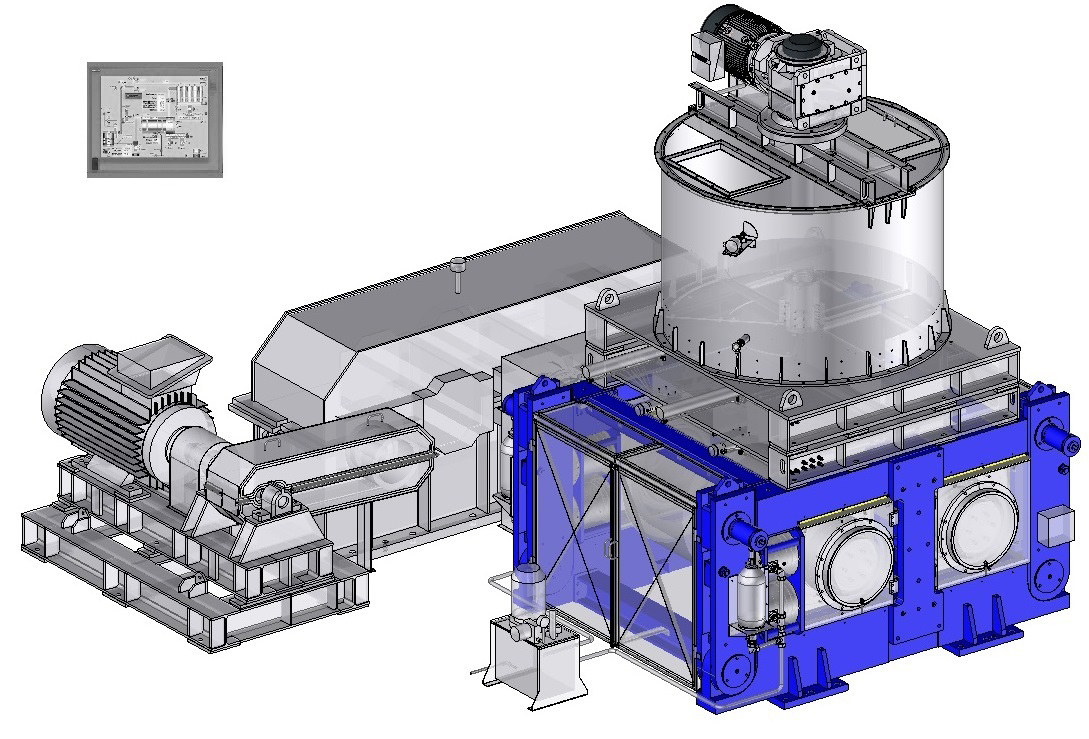
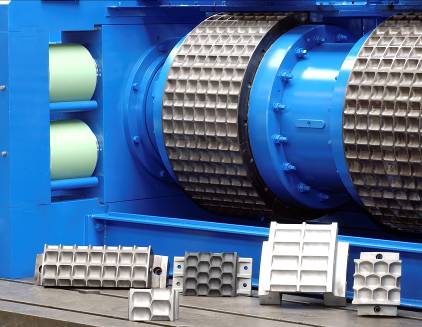
Rolls
Rolls surface
The briquetting press is composed of two rolls: one is fixed in the press frame (fixed roll) whereas the other roll can move perpendicularly to its axis (mobile roll) varying the space between them. The size of a briquetting press is characterized by the roll diameter (from 150 mm to 1400 mm) and the roll width (from 30 mm to 1600 mm).

Two technological solutions are possible for the working surface of the rolls:
- shafts with pocketed tyres (steel rings heat-shrunk on the shafts)
- shafts with bolted segments
Rolls bearing
These rolls are mounted on heavy-duty bearings sized for a long life-time, manually or automatically lubricated by grease or oil. For particular applications, the cooling of shafts and bearings can be installed.Frame
Usually the briquetting press is composed of a special steel frame machined and assembled with a sufficient mass for heavy-duty operation under high pressure.However, in order to remove quickly the rolls and carry out maintenance, a hinged frame can be installed. This system allows the replacement of rolls without dismantling the feed system and the components above the rolls.


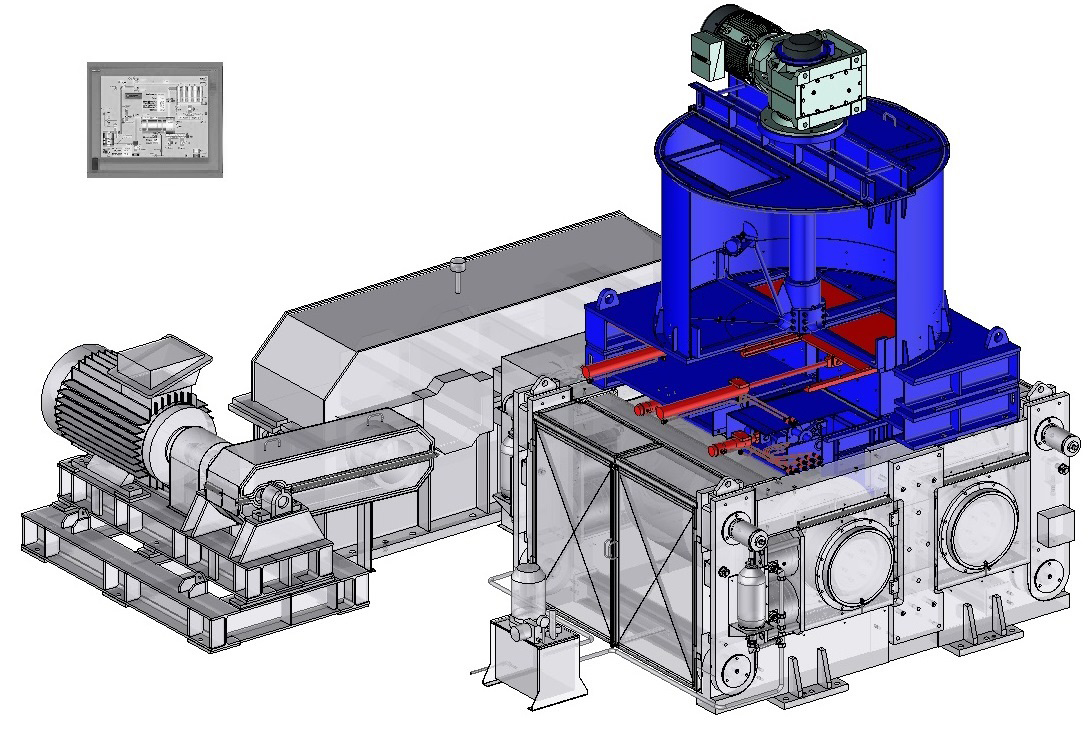
Hydraulic System
The briquetting press is equipped with an hydraulic system able to apply a force on the mobile roll by means of jacks. This force can be different in certain cases on each bearing block of the mobile roll thanks to a double hydraulic circuit. This system also includes safety devices and nitrogen accumulators to dampen the movement and quick return of the mobile roll and protect the briquetting press when tramp material is inadvertently fed to the rolls.
The force applied on the product can vary from 5 to 180 KN/Lcm).
The force applied on the product can vary from 5 to 180 KN/Lcm).

Rolls drive
The briquetting press is equipped with a special double-output gear-box and internal gear couplings able to withstand the axial misalignement caused by the mobile roll movement. The coupling of the mobile roll is fitted with a device for circumferential adjustement of the rolls that provides a perfect synchronisation between the fixed roll pockets and those of the mobile roll. The roll speed can go up to 25 Rpm and even higher in particular cases; it corresponds to a tangential roll speed up to around 1 m/s.

Control-automation
A high automation level ensures constant continuous operation of the briquetting press without operator. The control-drive system is based on signals from the measurement of the rolls gap, the briquetting pressure value and the force-feeder / rolls drive speeds and powers absorbed.
In case of hopper with flaps installed as feed system, two means of control can be installed on the briquetting press:
- Either control of power consumed by the rolls drive by positioning of the feed flaps.
- Or control of rolls gap by positioning of the feed flaps.
- Either control of power consumed by the rolls drive by adjusting the speed of the screw shaft.
- Or control of rolls gap by adjusting the speed of the screw shaft.