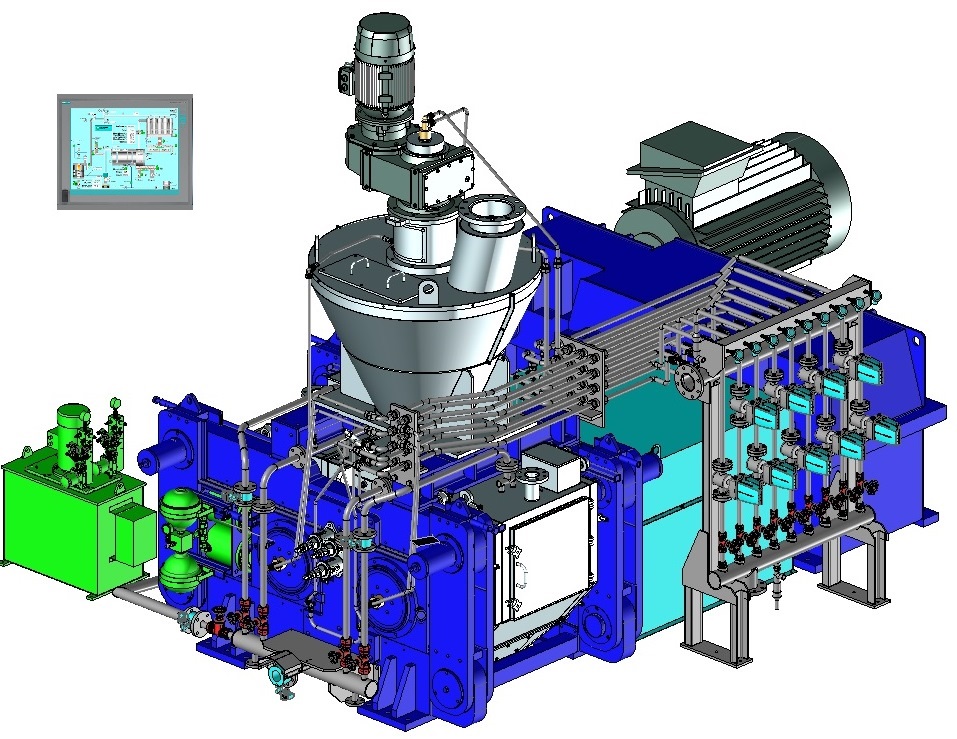
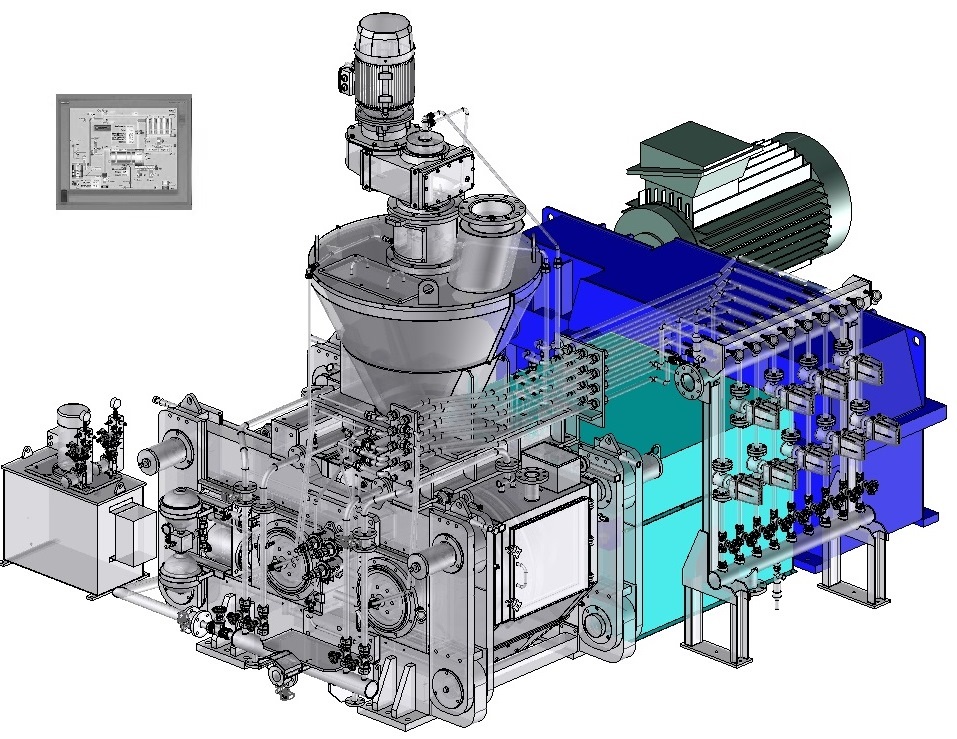
Presse à agglomérer à chaud
SAHUT‐CONREUR
conçoit et fabrique des presses à agglomérer à chaud et des séparateurs pour une utilisation intensive et fiable dans des conditions difficiles avec un entretien minimal. Par rapport aux presses utilisées lors de l’agglomération à froid, les presses à agglomérer à chaud (et les séparateurs) sont équipées de dispositifs spéciaux permettant de recevoir et traiter le matériau à haute température :- Les parties en contact avec le produit sont fabriquées dans un acier inoxydable réfractaire spécial.
- Un système d’eau de refroidissement est installé sur les parties sensibles à la chaleur.
- Un système d’injection de gaz inerte dans des zones définies afin d'éviter la réoxydation du DRI.
- Des composants surdimensionnés et puissants (commande des roues, commande du précompacteur, roulements à rouleaux, système hydraulique, bâti de la presse,...)
- Des éléments conçus pour accepter les dilatations thermiques.
- Des Instruments spécialement adapatés pour résister aux hautes températures et à l'inflammabilité.
- Installation d’instruments additonnels pour contrôler et protéger les équipements.
- Traitement de surface spécial sur les parties des équipements.
Vue dynamique




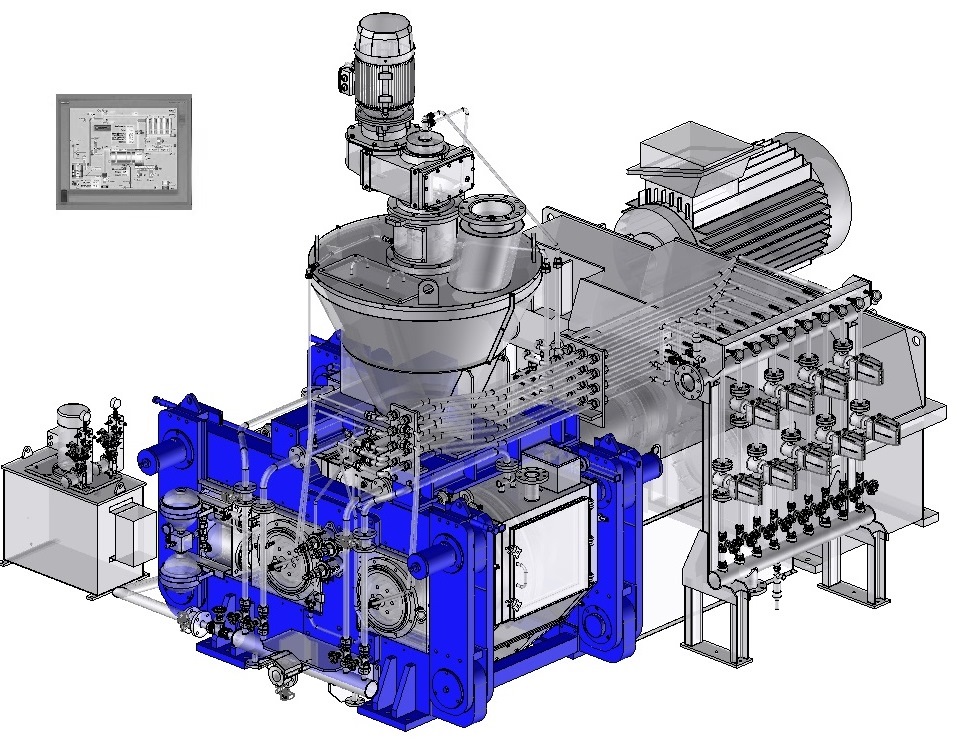

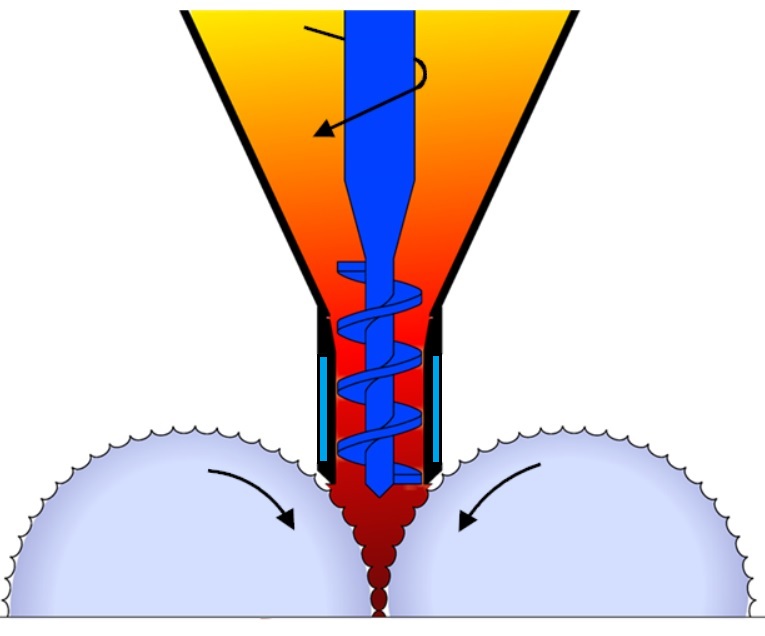
Système d'alimentation
Le système d'alimentation est essentiel pour l'efficacité de la presse à agglomérer à chaud:SAHUT‐CONREUR
a développé un précompacteur équipé d'un arbre à spires, spécialement conçu pour le dégazage et la pré-densification du DRI chaud et l'alimentation des roues.Fabriqué en acier inoxydable réfractaire spécial et adapté à la haute température, la cuve du précompacteur est également isolé thermiquement. Un système d'eau de refroidissement est installé dans la cuve du précompacteur et dans l'arbre à spires. Un système d’injection de gaz inerte est également introduit dans ces parties pour éviter la réoxydation du DRI.
L'arbre à spires du précompacteur est entraîné en rotation par un moteur électrique à vitesse variable, installé à l'extrémité de l'arbre. Un variateur de fréquence installé dans les armoires de puissance (MCC) ajuste en permanence la vitesse de l'arbre à spires grâce à une boucle de régulation, contôlée depuis le système de contrôle-commande.
Ce système d'alimentation est également pourvu de flasques flotants qui réduisent les fuites de produit sur les côtés des roues et assurent une meilleure efficacité dans la zone de compactage. Afin de préserver leur durée de vie, ces flasques sont également dotés d’un système d’eau de refroidissement interne.

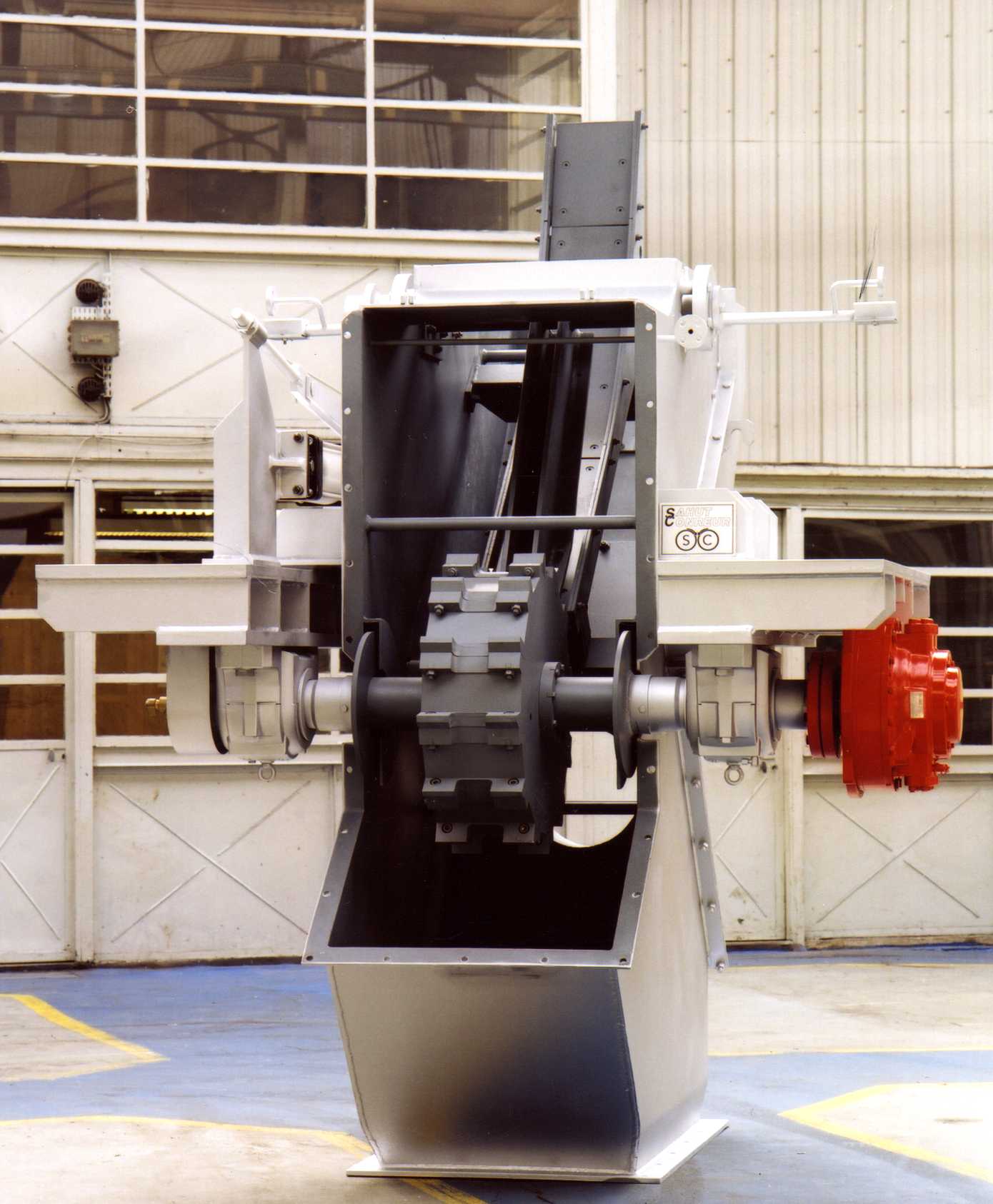
Roues
Surface des roues
La presse à agglomérer à chaud est composée de deux roues : l'une est fixe dans le bâti de la presse (roue fixe) tandis que l'autre peut se déplacer perpendiculairement à son axe (roue mobile) en faisant varier l'espace entre les deux. La taille d'une presse à agglomérer à chaud est caractérisée par son diamètre (de 400 mm à 1400 mm) et sa largeur (de 100 mm à 400 mm) de roues.Deux solutions technologiques sont possibles pour la surface de travail des roues :
- arbres avec frettes usinées et système de refroidissement interne (courronnes d'acier frettées à chaud sur les arbres)
- arbres avec secteurs boulonnés (les secteurs sont fixés sur l'arbre à l’aide de 2 couronnes de serrage).
Dans les deux cas, des matériaux avec des traitements de dureté spécifiques (acier spécial, fonte, traitement thermique spécial...) sont utilisés pour la fabrication des frettes et des secteurs, spécialement adaptés à l'abrasivité du DRI, à son effet corrosif et aux conditions d’agglomération à chaud (température du produit, pression d’agglomération).


Roulements à rouleaux
Les roues de la presse à chaud sont montées sur des roulements robustes dimensionnés pour une longue durée de vie, automatiquement lubrifiés à la graisse. Les roulements sont également refroidis à l'eau.Bâti
La presse à chaud est composée d'un bâti en acier usiné, assemblé avec une masse suffisante pour un fonctionnement à haute pression.
Pourvu d’une conception dite « articulée », le bâti installé sur la presse à chaud permet d’extraire et de remplacer rapidement
les roues lors de la maintenance sans avoir à démonter le système d'alimentation et les composants situés au dessus de
celles-ci.

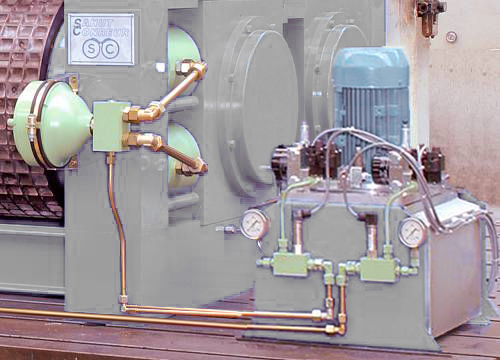
Système hydraulique
La presse à chaud est équipée d'un système hydraulique capable d'appliquer une force sur la roue mobile au moyen de vérins. Cette force peut, dans certains cas, être différente sur chaque palier de la roue mobile grâce à un double circuit hydraulique. Ce système comprend également des dispositifs de sécurité et des accumulateurs d'azote permettant d’amortir le mouvement et le retour rapide de la roue mobile tout en protégeant la presse en cas de passage fortuit d’un corps étranger.La force appliquée sur le produit peut aller jusqu'à 180 KN/Lcm.

Commande des roues
La presse à chaud est équipée d'un réducteur spécial à deux sorties et d'accouplements à dentures, capables d’accepter le désalignement axial de la roue mobile. L'accouplement de la roue mobile est équipé d'un dispositif de réglage circonférentiel des roues permettant d’assurer une synchronisation parfaite entre les alvéoles de la roue fixe et celles de la roue mobile.L'entraînement des roues est assuré par un moteur électrique principal monté sur un châssis et commandé par un variateur de fréquence installé dans les armoires de puissance (MCC).
La vitesse tangentielle des roues peut aller jusqu'à environ 0,75 m/s.


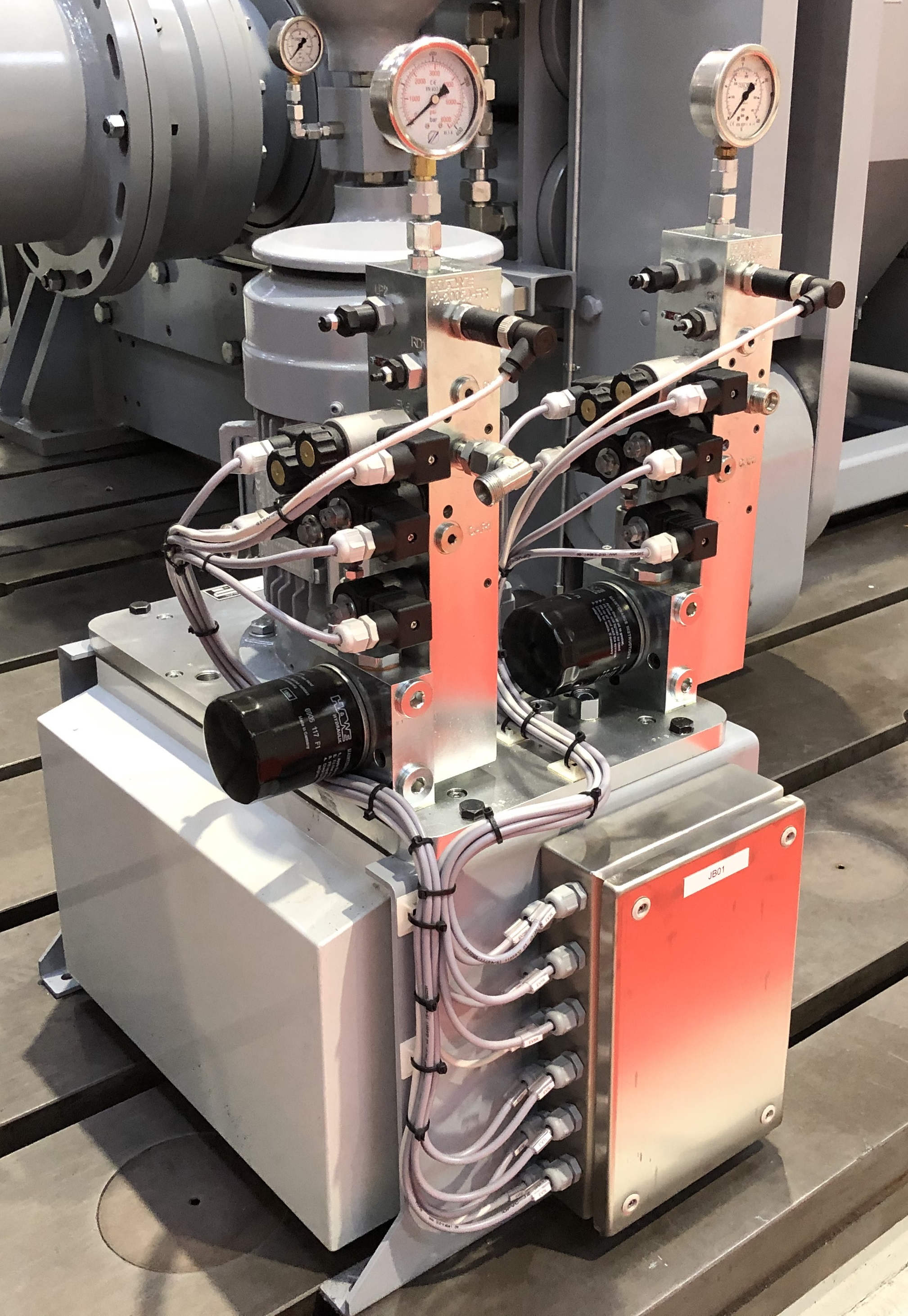
Système d’eau de refroidissement et système d’injection de gaz inerte
Compte tenu de la température élevée du produit et afin de protéger la presse à chaud, ses principaux équipements
sont dotés d’un système d'eau de refroidissement. Equipé d’un réseau de tuyauterie, d'un ensemble de vannes et
d'instruments (capteurs de température, débitmètres, pressostats), ce système d'eau de refroidissement est conçu
pour contrôler et distribuer l'eau à la température et au débit requis pour chaque point sensible de la presse à
chaud (arbre et cuve du précompacteur, flasques, arbres des roues, roulements à rouleaux,...)


Compte tenu de la présence d'étincelles durant la production de HBI, notamment causée par la grande inflammabilité
du DRI, et afin d’éviter la réoxydation de ce dernier, un gaz inerte (type azote) doit être injecté dans la presse
à chaud dans le but de minimiser le taux d'oxygène de l'air ambiant (<2%).
Equipé d’un réseau de tuyauterie, d'un ensemble de vannes et d'instruments (débitmètres), ce système d’injection de gaz inerte est conçu pour contrôler et distribuer le gaz au débit requis dans chaque zone définie de la presse à chaud (cuve du précompacteur, flasques, surface des roues, capotage des roues...)
Equipé d’un réseau de tuyauterie, d'un ensemble de vannes et d'instruments (débitmètres), ce système d’injection de gaz inerte est conçu pour contrôler et distribuer le gaz au débit requis dans chaque zone définie de la presse à chaud (cuve du précompacteur, flasques, surface des roues, capotage des roues...)
Contrôle-automatisation
Un niveau d'automatisation élevé assure un fonctionnement continu et constant de la presse à chaud. Le système de contrôle-commande est basé sur des signaux provenant de la mesure d'entrefer, de la pression d’agglomération et des vitesses/puissances absorbées par le précompacteur/les roues.
Plusieurs boucles de régulations sont intégrées dans la programmation du logiciel de supervision afin d’assurer
un fonctionnement constant et satisfaisant de la presse à chaud:
Le système de contrôle-commande et de supervision développé parOrdinateur PC industriel SIMATIC adapté à l’application.
Logiciel de supervision de type WINCC.
Robustesse et haute disponibilité du système.
Acquisition, gestion et mesure des données.
Table d'échange dédiée pour le transfert des signaux principaux vers le DCS de l'ensemble de l'usine.
- Contrôle de la puissance consommée par le moteur des roues par l’ajustement de la vitesse de l'arbre à spires du précompacteur.
- Contrôle de la puissance consommée par le moteur de l’arbre à spires du précompacteur par l’ajustement de sa propre vitesse.
Le système de contrôle-commande et de supervision développé par
SAHUT‐CONREUR
pour le fonctionnement de l’unité HBI intègre les caractéristiques suivantes :

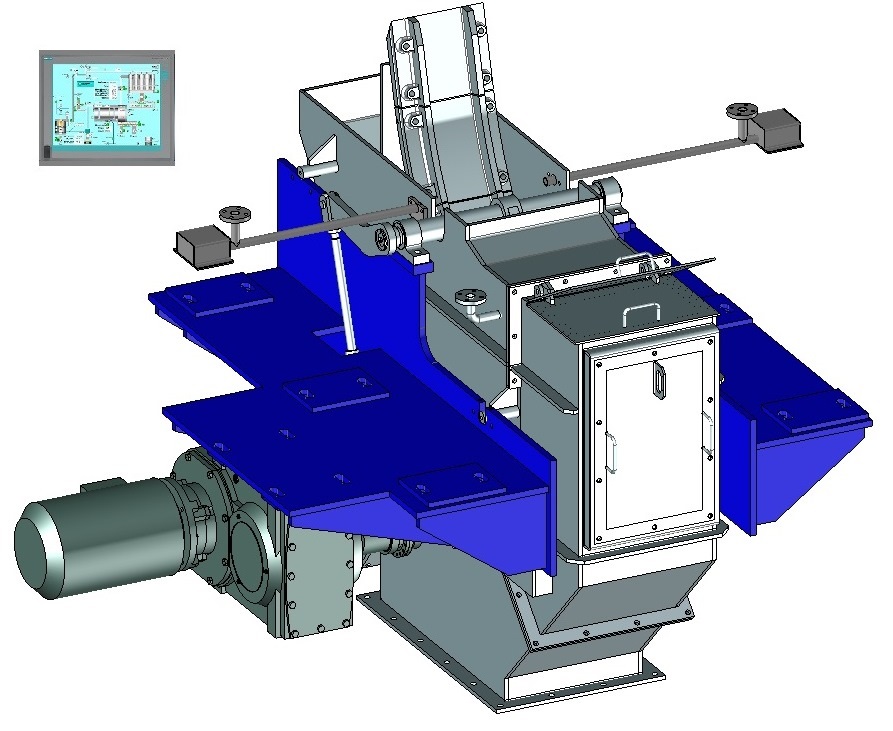
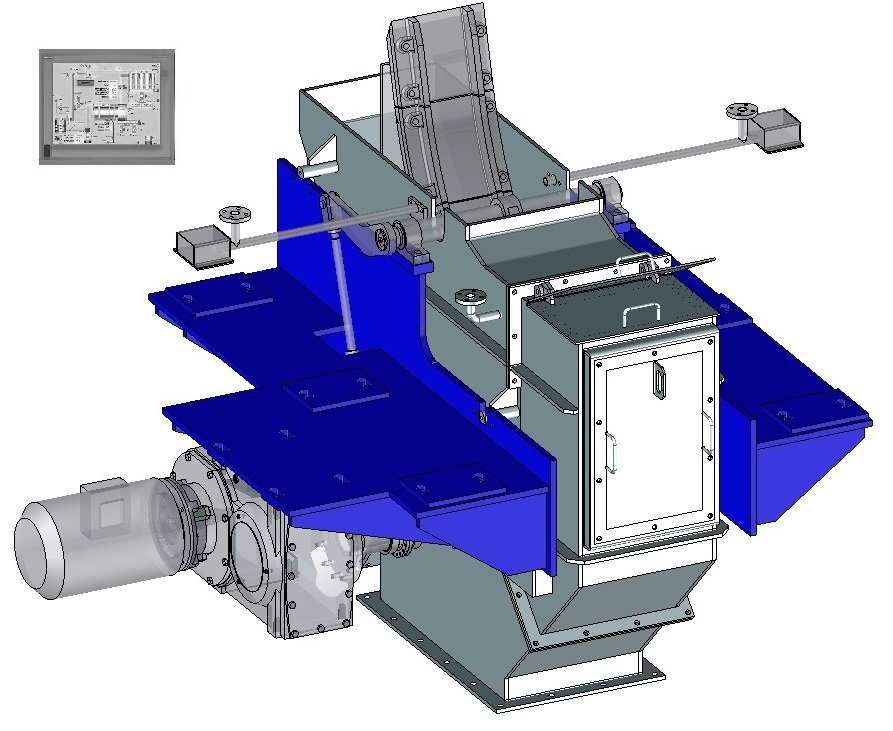
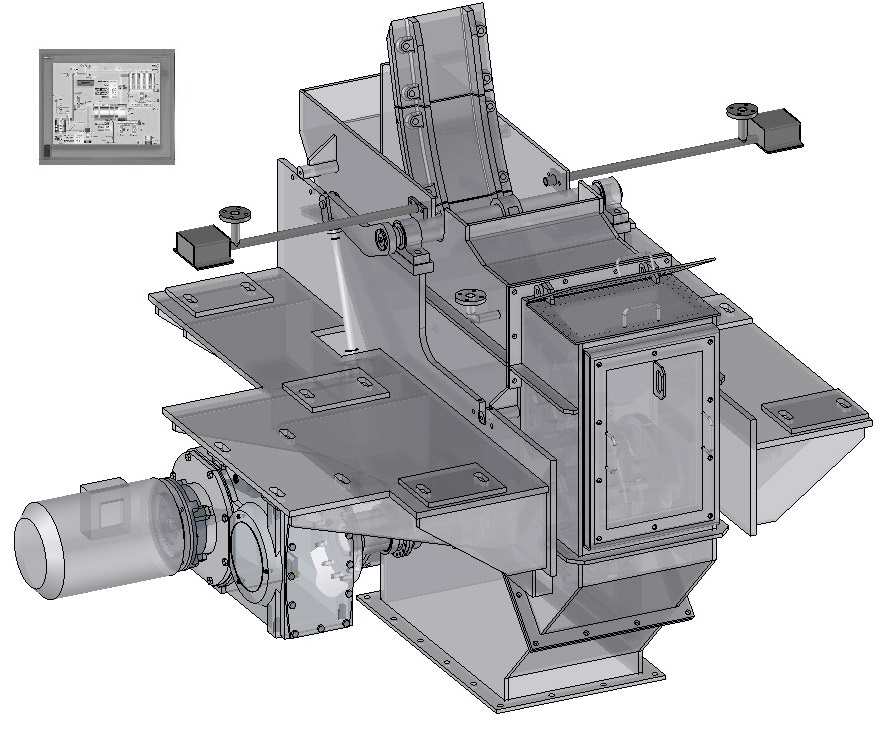
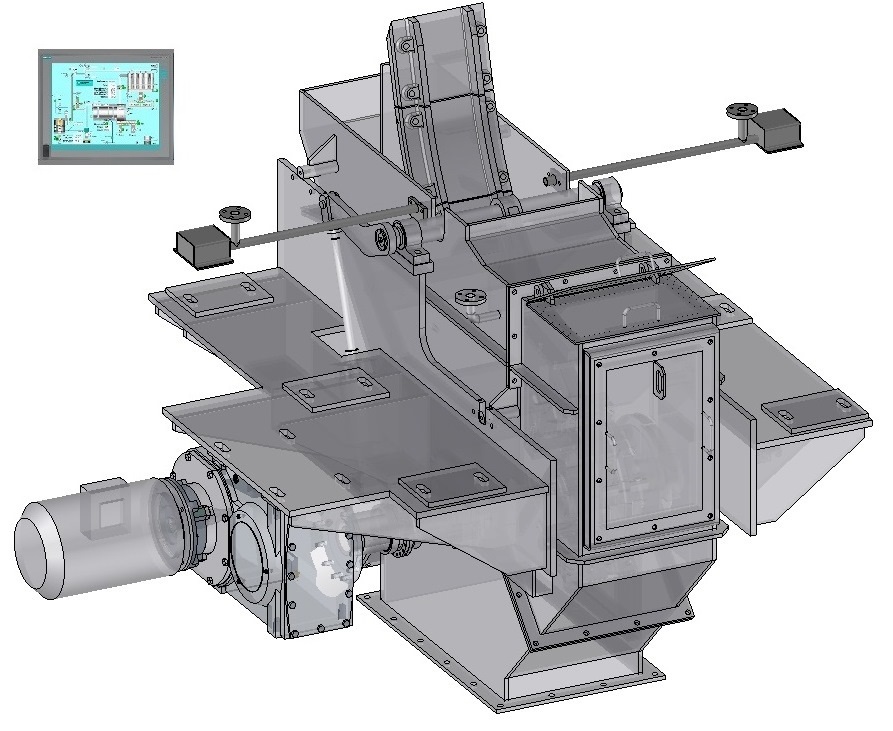
Séparateur
Le séparateur est installé sous le capotage des roues de la presse à chaud, à la sortie des bandes d’agglomérés. Il est monté sur la même structure en acier qui supporte la presse.Cliquez sur les différentes parties de ce séparateur pour découvrir ses principaux composants :
Vue dynamique

Carter
Réalisé en acier inoxydable réfractaire spécial adapté à la haute température, le carter du séparateur est assemblé en plusieurs parties pour faciliter l'accès et le démontage-remontage du rotor et du nez.
Il est muni d'une injection de gaz inerte (buses), de joints à labyrinthe (arbre rotor), d'une porte d'inspection et d'une bride de dépoussiérage.
Il est muni d'une injection de gaz inerte (buses), de joints à labyrinthe (arbre rotor), d'une porte d'inspection et d'une bride de dépoussiérage.

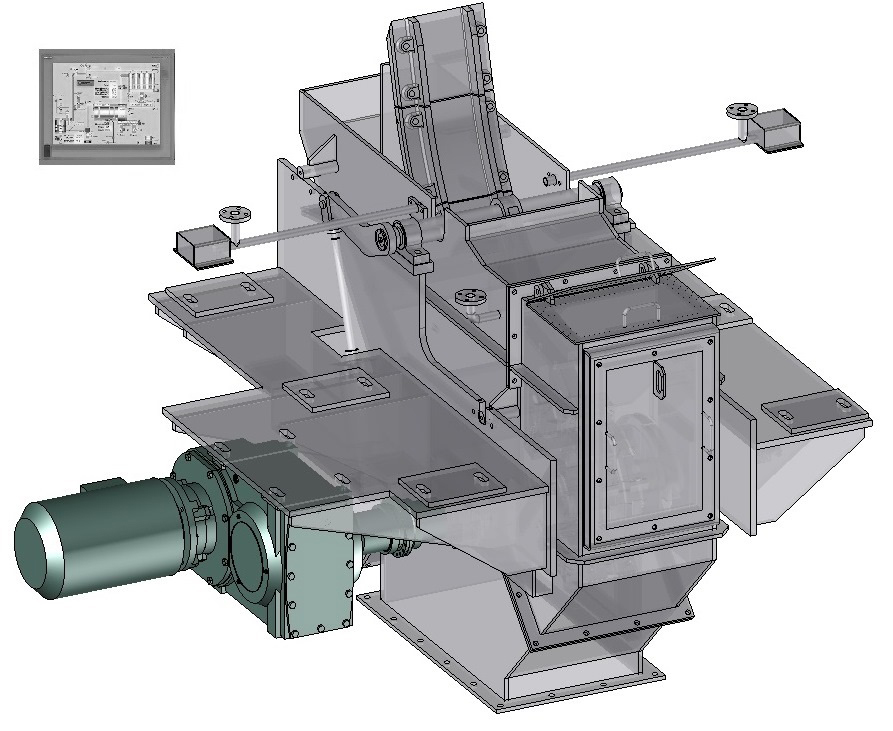
Rotor
Le rotor du séparateur est monté sur deux paliers placés à l’exterieur du carter et il est equipé d’ un système de refroidissement interne. Le rotor est également muni d'un ensemble de barres d'impact boulonnées qui disposent d’un rechargement réalisé par soudage leur offrant une résistance à l'usure. Elles sont conçues pour un remplacement rapide et facile.
Le rotor est supporté par deux roulements complets à double rangées de rouleaux et munis de manchons de démontage, montés dans des corps de paliers en acier avec étanchéité assurée par joints à labyrinthe.
Le rotor est supporté par deux roulements complets à double rangées de rouleaux et munis de manchons de démontage, montés dans des corps de paliers en acier avec étanchéité assurée par joints à labyrinthe.
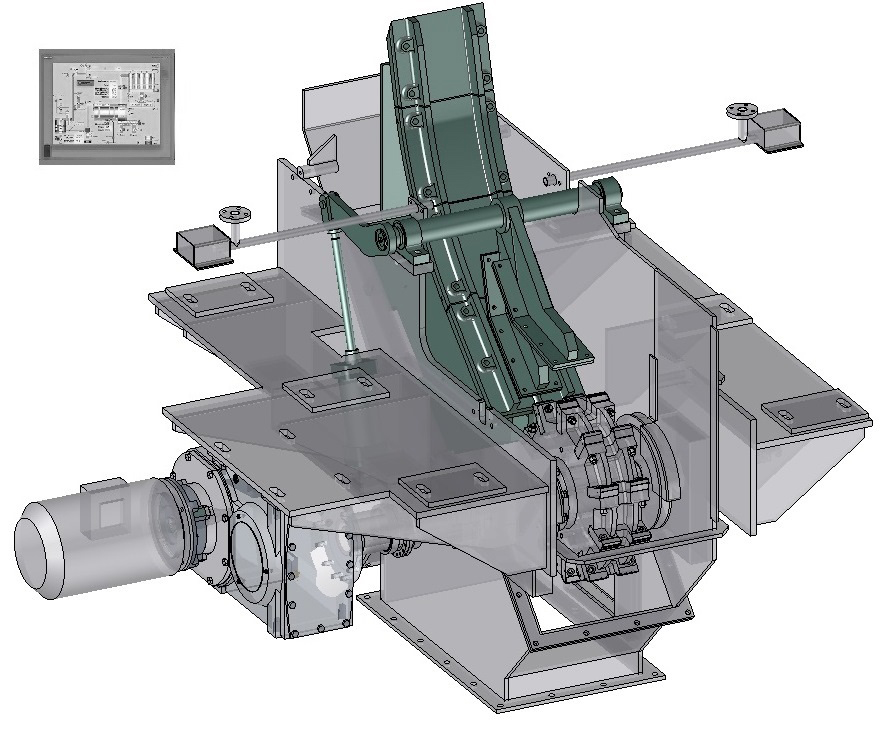
Système de guidage
Réalisé en acier inoxydable réfractaire spécial, le système de guidage du séparateur transporte les bandes d’agglomérés depuis la sortie de la presse à agglomérer à chaud vers le rotor du séparateur. Le système de guidage est équipé de tôles d'usure, conçues pour être remplacées facilement et rapidement. Un nez est boulonné sur la partie inférieure du système de guidage de façon à faciliter la séparation des bandes d’agglomérés en agglomérés individuels.
Le système de guidage est également équipé dans sa partie inférieure d'un support de descente actionné par un vérin pneumatique.
Un système de détection de bourrage peut également être installé dans le système de guidage.
Le système de guidage est également équipé dans sa partie inférieure d'un support de descente actionné par un vérin pneumatique.
Un système de détection de bourrage peut également être installé dans le système de guidage.
Commande
L'arbre du rotor est entraîné par un motoréducteur à vitesse variable installé à l'extrémité de l'arbre du rotor. Un variateur de fréquence installé dans les armoires de puissance (MCC) ajuste en continu la vitesse de l'arbre du rotor grâce à une boucle de régulation définie par le système de contrôle-commande.Système d’eau de refroidissement et système d’injection de gaz inerte
Compte tenu de la température élevée du produit et afin de protéger le séparateur, son rotor est doté d’un système d'eau de refroidissement.
Equipé d’un réseau de tuyauterie, d'un ensemble de vannes et d'instruments (capteur de température, débitmètre, pressostat), ce système d'eau de refroidissement est conçu pour contrôler et distribuer l'eau à la température et au débit requis vers le rotor du séparateur.
Equipé d’un réseau de tuyauterie, d'un ensemble de vannes et d'instruments (capteur de température, débitmètre, pressostat), ce système d'eau de refroidissement est conçu pour contrôler et distribuer l'eau à la température et au débit requis vers le rotor du séparateur.


Compte tenu de la présence d'étincelles durant la production de HBI, notamment causée par la grande inflammabilité du DRI, et afin d’éviter la
réoxydation de ce dernier, un gaz inerte (type azote) doit être injecté dans le carter du séparateur dans le but de minimiser le taux d'oxygène
de l'air ambiant (<2%).
Equipé d’un réseau de tuyauterie, d'un ensemble de vannes et d'instruments (débitmètres), ce système d’injection de gaz inerte est conçu pour contrôler et distribuer le gaz au débit requis dans des zones définies du séparateur (carter, capteur de bourrage...)
Equipé d’un réseau de tuyauterie, d'un ensemble de vannes et d'instruments (débitmètres), ce système d’injection de gaz inerte est conçu pour contrôler et distribuer le gaz au débit requis dans des zones définies du séparateur (carter, capteur de bourrage...)
Contrôle-automatisation
Un niveau d'automatisation élevé assure un fonctionnement continu et constant du séparateur. Le système de contrôle-commande est basé sur des signaux de mesure vitesse rotor et puissance absorbée.
Une boucle de régulation est intégrée dans la programmation du logiciel de supervision de façon à assurer un fonctionnement constant et satisfaisant du séparateur. Cette boucle est basée sur
l’asservissement de la vitesse du séparateur suivant la vitesse des roues de la presse à chaud.
Le système de contrôle-commande et de supervision développé par SAHUT-CONREUR pour le fonctionnement de l’unité HBI intègre les caractéristiques suivantes :
Le système de contrôle-commande et de supervision développé par SAHUT-CONREUR pour le fonctionnement de l’unité HBI intègre les caractéristiques suivantes :
- Ordinateur PC industriel SIMATIC adapté à l’application.
- Logiciel de supervision de type WINCC.
- Robustesse et haute disponibilité du système.
- Acquisition, gestion et mesure des données.
- Table d'échange dédiée pour le transfert des signaux principaux vers le DCS de l'ensemble de l'usine.