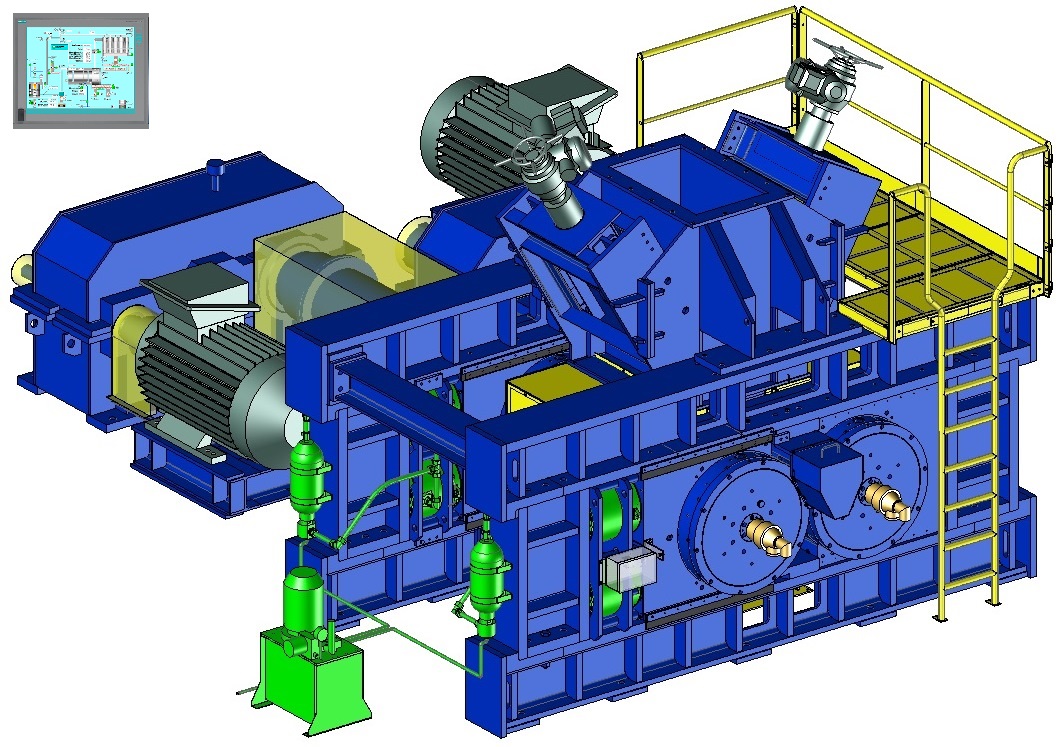
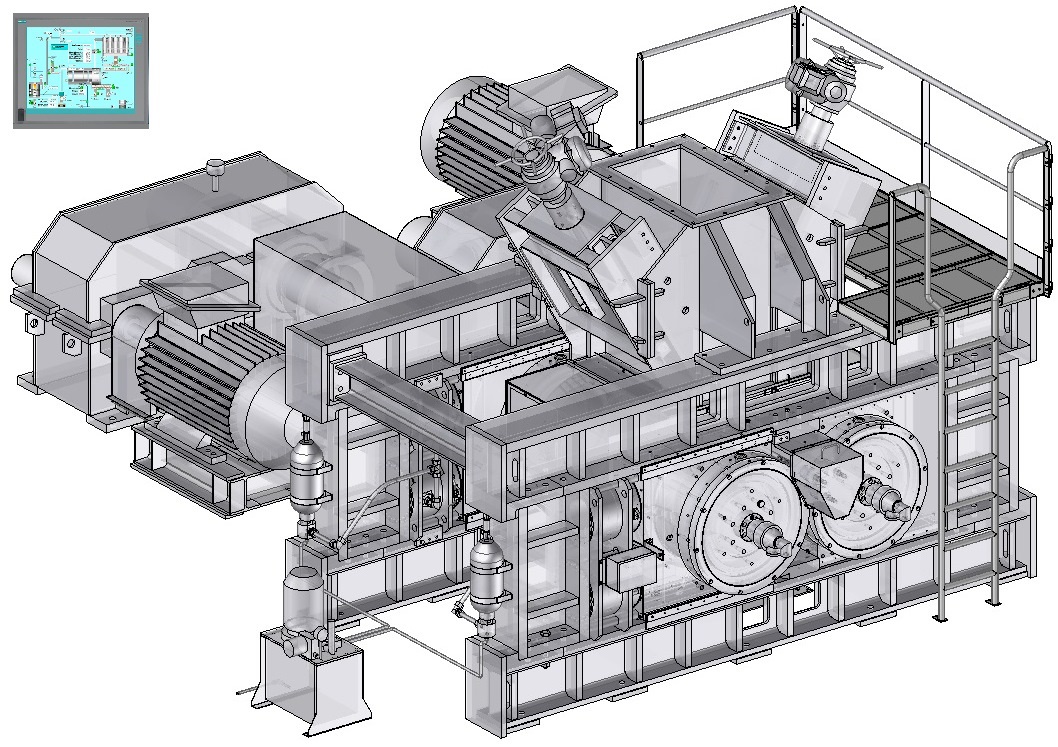
Валковый пресс
SAHUT‐CONREUR
разрабатывает и производит надежные валковые прессы, предназначенные для эксплуатации в тяжелых и сверхтяжелых условиях и требующие минимального обслуживания.Нажмите на одну из частей этого валкового пресса, чтобы ознакомиться с его основными компонентами.
динамический просмотр

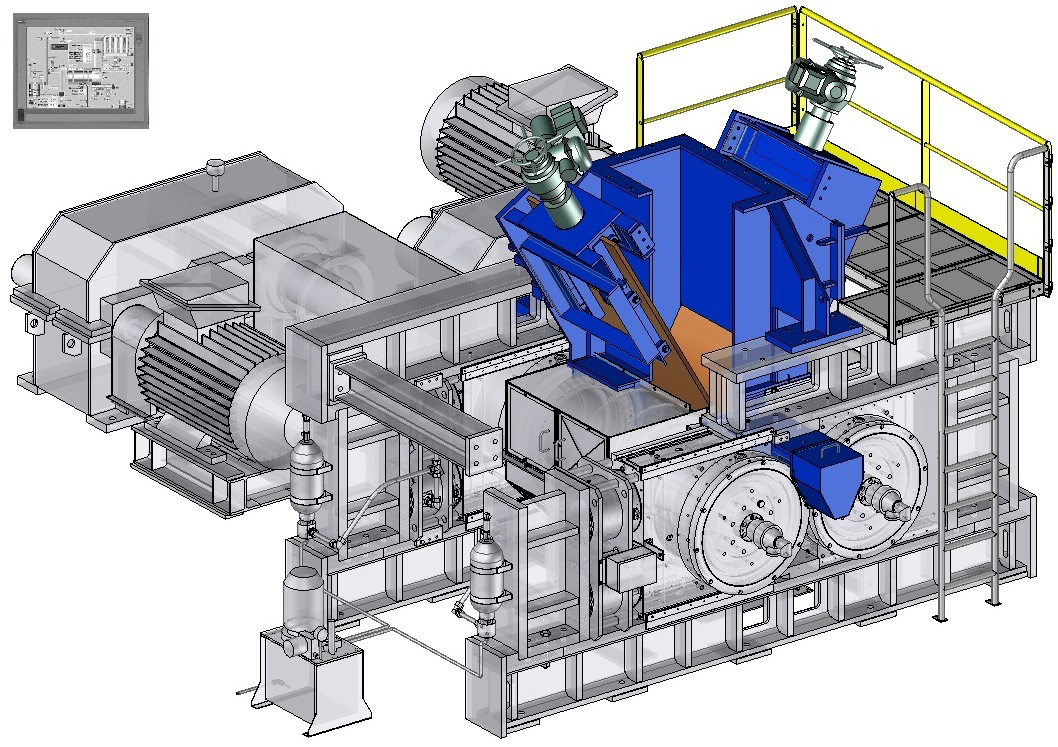

Система подачи
Обычно валковый пресс оснащен бункером с наклонными заслонками. Однако для больших объемов производства и продуктов с низкой плотностью и низкой текучестью вместо бункера с заслонками может быть использован шнековый силовой питатель с предварительным уплотнением.
Бункер
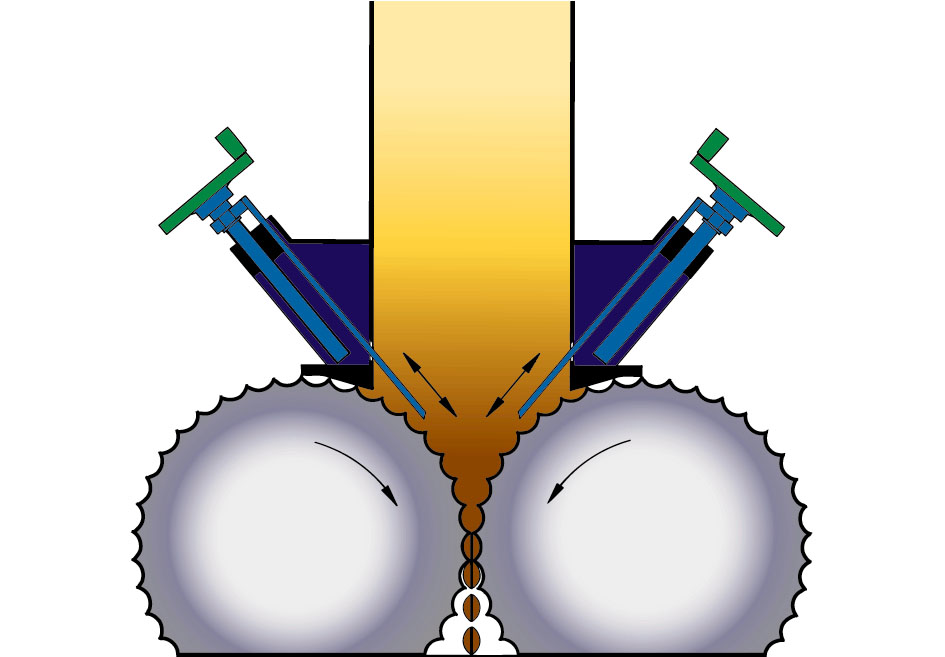
Подача материала на валки под действием силы тяжести. Эта система, при необходимости, может быть оснащена наклонными заслонками, положение которых регулируется вручную или автоматически.
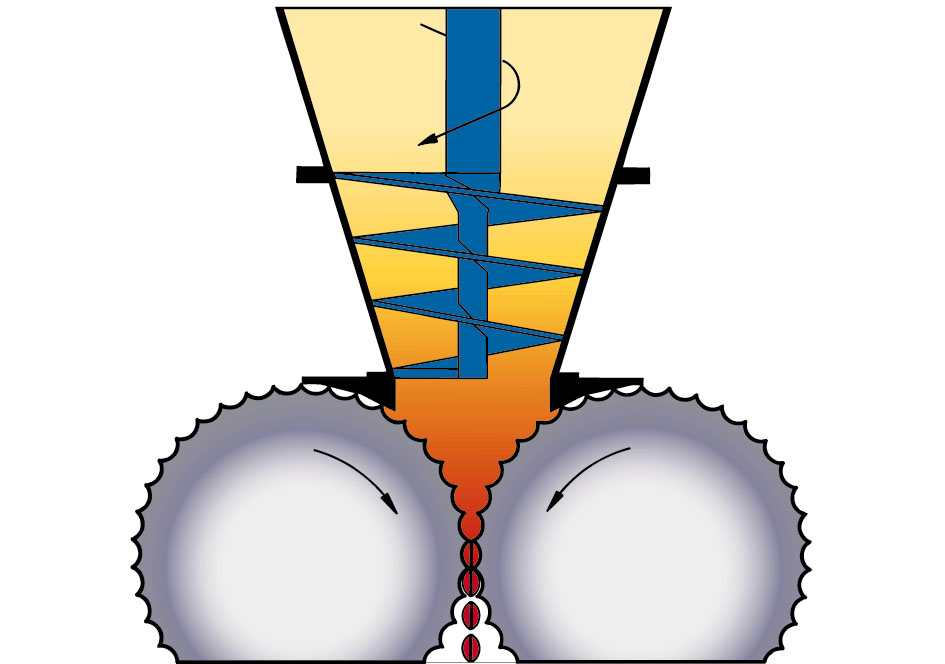
Силовой питатель
Предварительное уплотнение продукта и подача на валки.
Обе системы подачи могут быть оснащены специальной системой плавающих боковых пластин, уменьшающей утечку исходного сырья по сторонам валков и обеспечивающей лучшую эффективность в зоне измельчения.
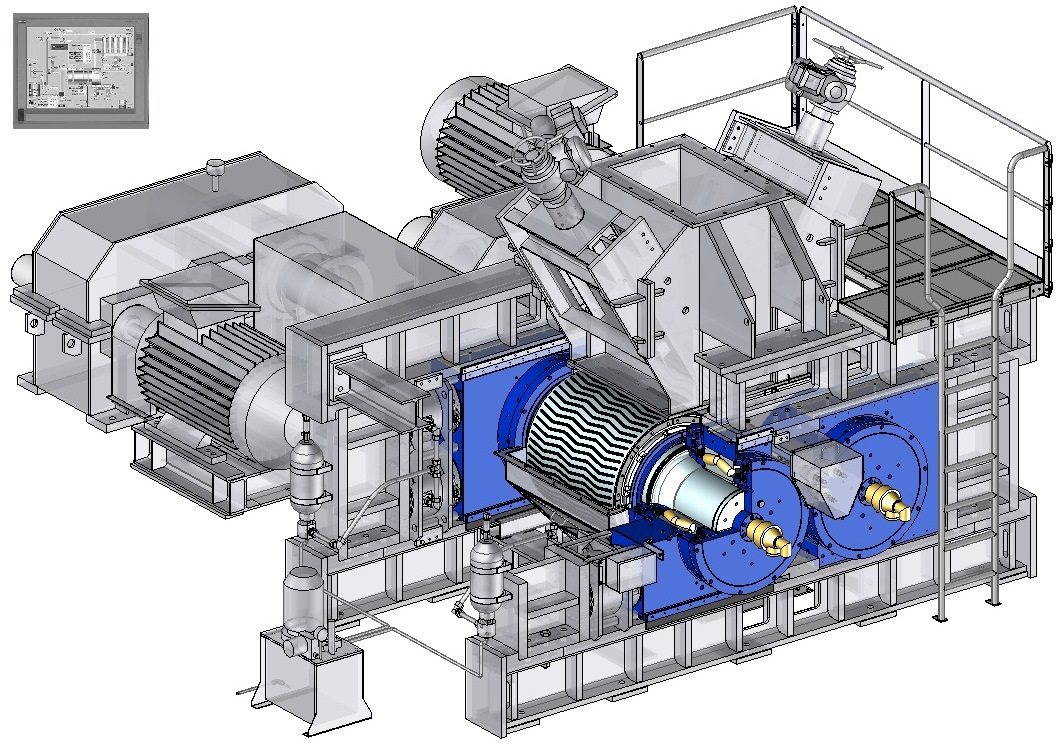
Валки
Поверхность валков
Валковый пресс состоит из двух валков: один закреплен в раме пресса (неподвижный валок), а другой валок может перемещаться перпендикулярно своей оси (подвижный валок), изменяя расстояние между валками. Размеры валкового пресса характеризуются диаметром валка (от 400 до 1600 мм) и шириной валка (от 100 до 1000 мм).
Обычно на валки устанавливаются закалённые кованые стальные бандажи из абразивного материала, что обеспечивает длительный срок службы. Для определенных исходных материалов могут быть установлены
моноблочные валки из кованой стали с устойчивой к истиранию рабочей поверхностью (нанесение базового слоя и шевронных или прямых швов), но могут быть реализованы другие технологические решения,
такие как сегменты, в зависимости от абразивности подаваемого материала.

Подшипники валков
Валки установлены на прочных подшипниках, рассчитанных на длительный срок службы в тяжелых условиях эксплуатации. Данные подшипники смазываются вручную или автоматически консистентной смазкой или маслом. Для особых случаев может быть установлена система охлаждения приводов и подшипников.Рама

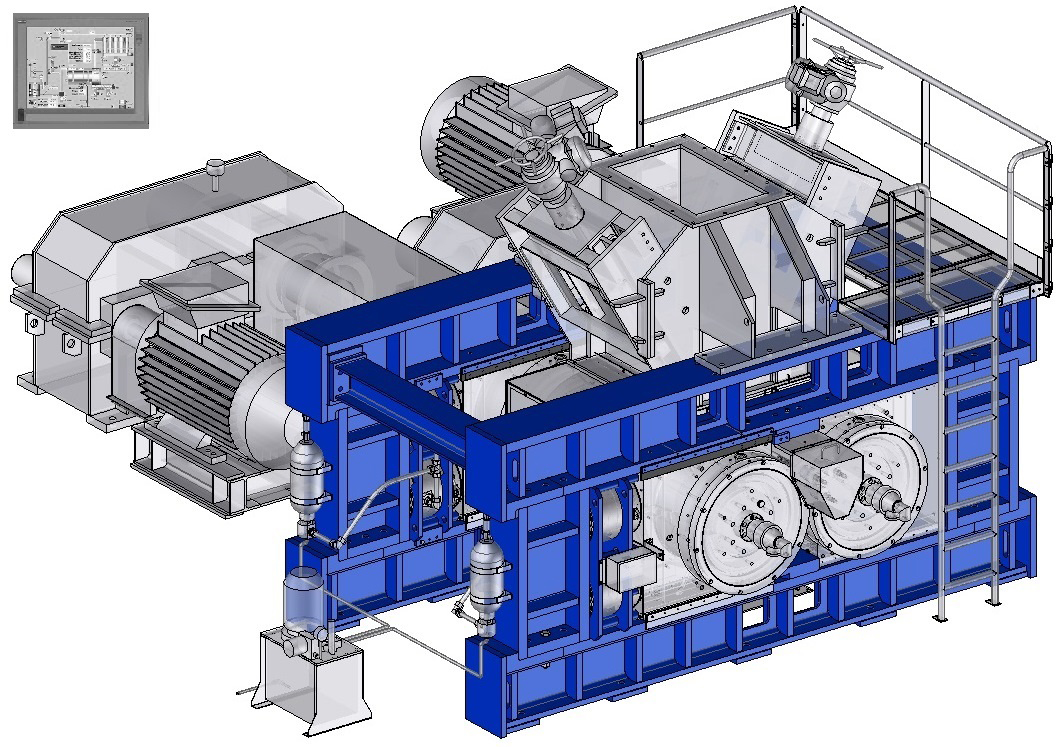
Валковый пресс смонтирован на специальной стальной раме, изготовленной с учетом необходимых характеристик для работы в тяжелых условиях под высоким давлением.
Гидравлическая Система
Валковый пресс оснащен гидравлической системой, способной подавать усилие на подвижный валок с помощью гидроцилиндров. Двойной гидроконтур позволяет подавать различное усилие на подшипниковые узлы подвижного валка. Эта система также включает в себя предохранительные устройства и азотные аккумуляторы для демпфирования движения и быстрого возврата подвижного валка. Она защищает валковый пресс от непредвиденного попадания инородных тел на валки.
Усилие, прикладываемое к обрабатываемому материалу, может варьироваться от 10 до 120 kN/Lcm (Linear centimeter of roller width) wich is equivalent to approx. 2-10 N/mm².

Привод Валков
Обычно для приведения в движение валков устанавливается специальный двухвальный редуктор. При использовании прессов большой мощности каждый валок приводится в движение одновальным редуктором, оснащенным внутренними зубчатыми муфтами, которые могут выдерживать смещение. В особых случаях (высокий крутящий момент, ограниченное пространство и т. д.) могут использоваться другие приводные системы (планетарный редуктор, гидравлический двигатель). Скорость валка может доходить доПривод валков рассчитан на тяжелые, высокие и переменные ударные нагрузки при измельчении.

Автоматизация
Высокий уровень автоматизации обеспечивает бесперебойную работу валкового пресса без присутствия оператора. Система управления приводом использует сигналы замера зазора между валками, значения давления измельчения и мощности, потребляемой приводом валков.
In case of hopper with flaps installed as feed system, two means of control can be installed on the roller press:
In case of hopper with flaps installed as feed system, two means of control can be installed on the roller press:
- Either control of power consumed by the rolls drive by positioning of the feed flaps.
- Or control of rolls gap by positioning of the feed flaps.
- Либо регулировка мощности, потребляемой приводом валков, путем регулировки скорости шнека питателя.
- Либо регулировка зазора между валками путем регулировки скорости шнека.