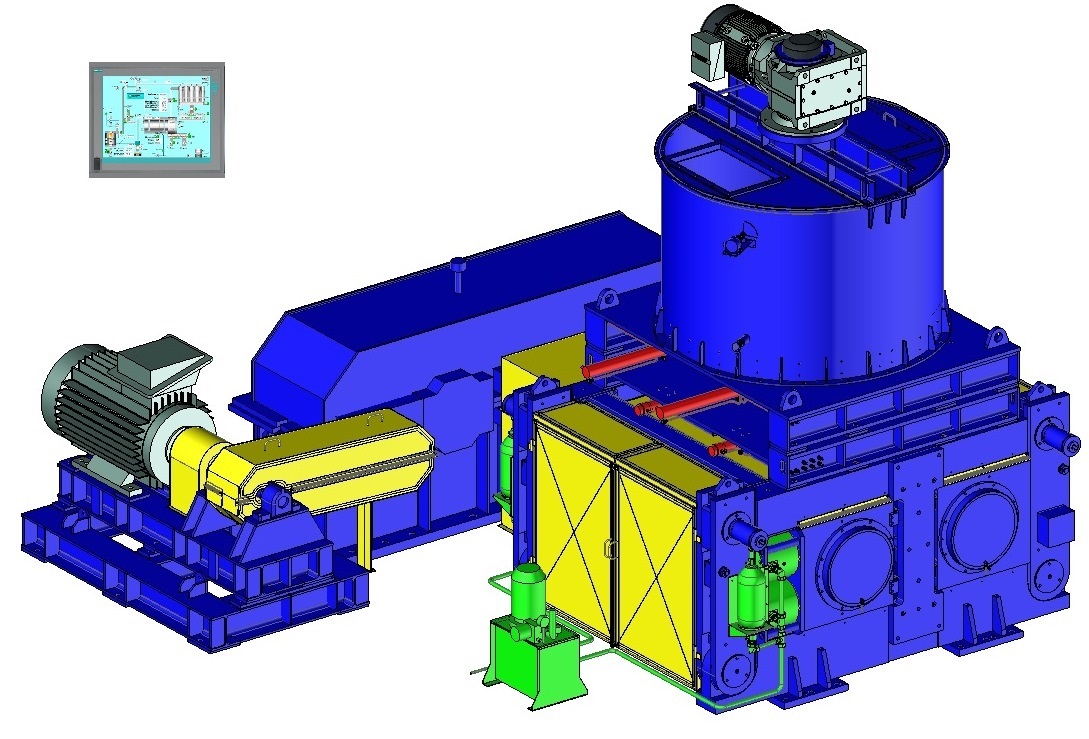
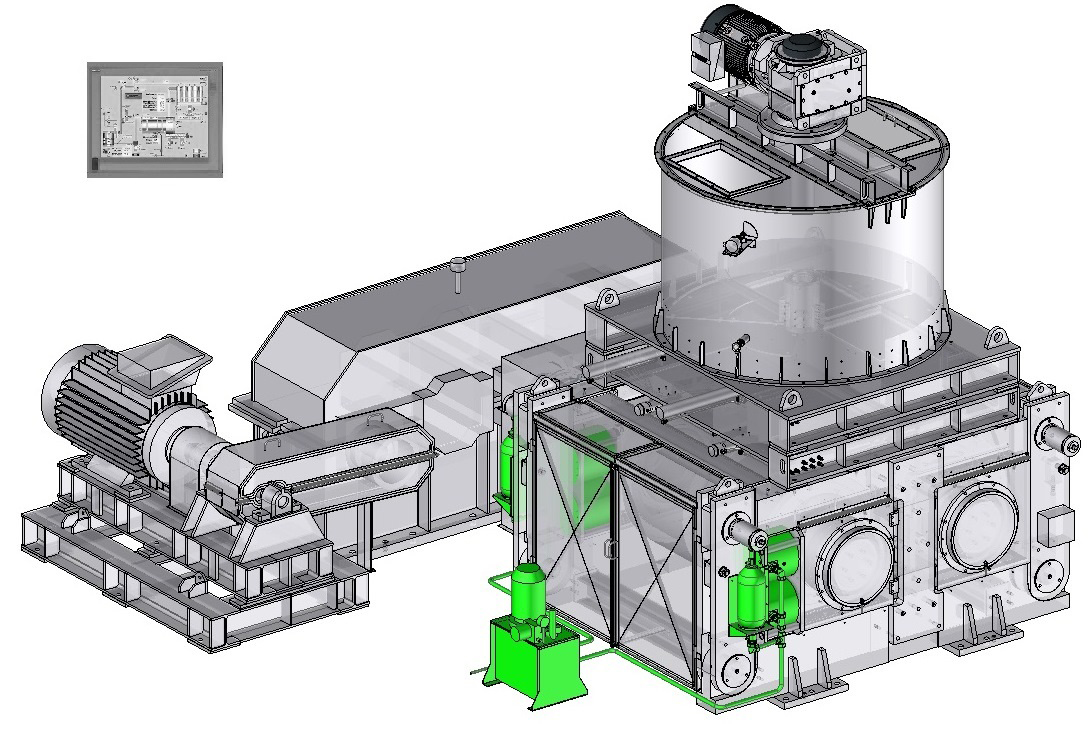
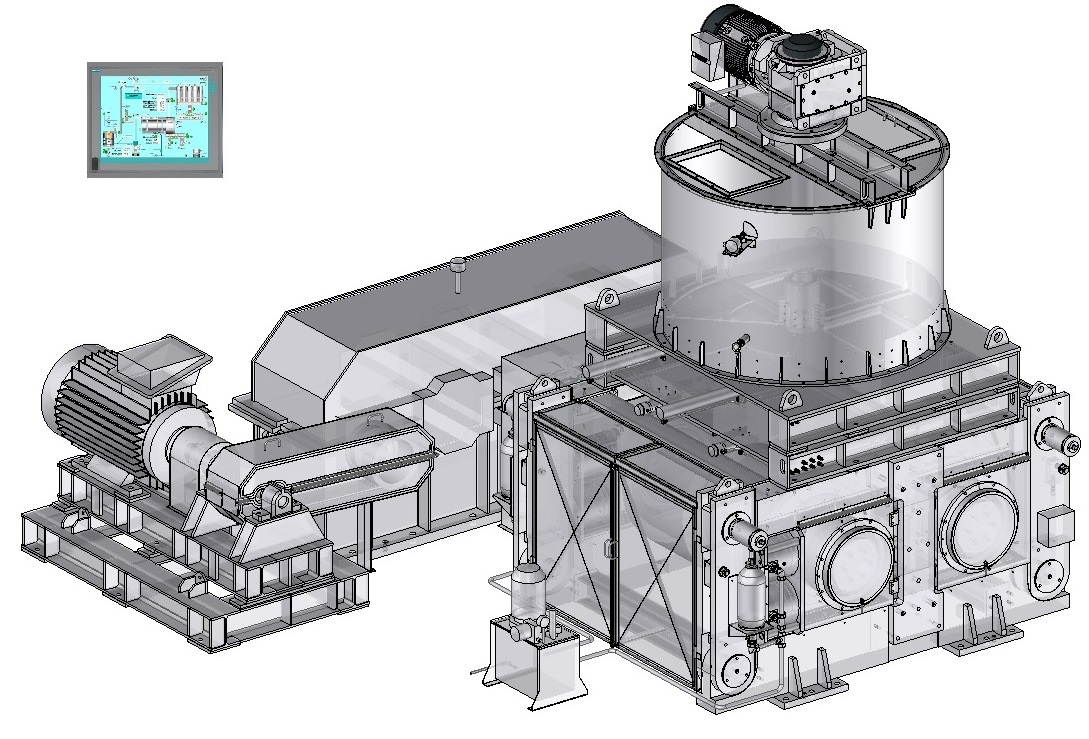
Пресс для холодного брикетирвания
SAHUT‐CONREUR
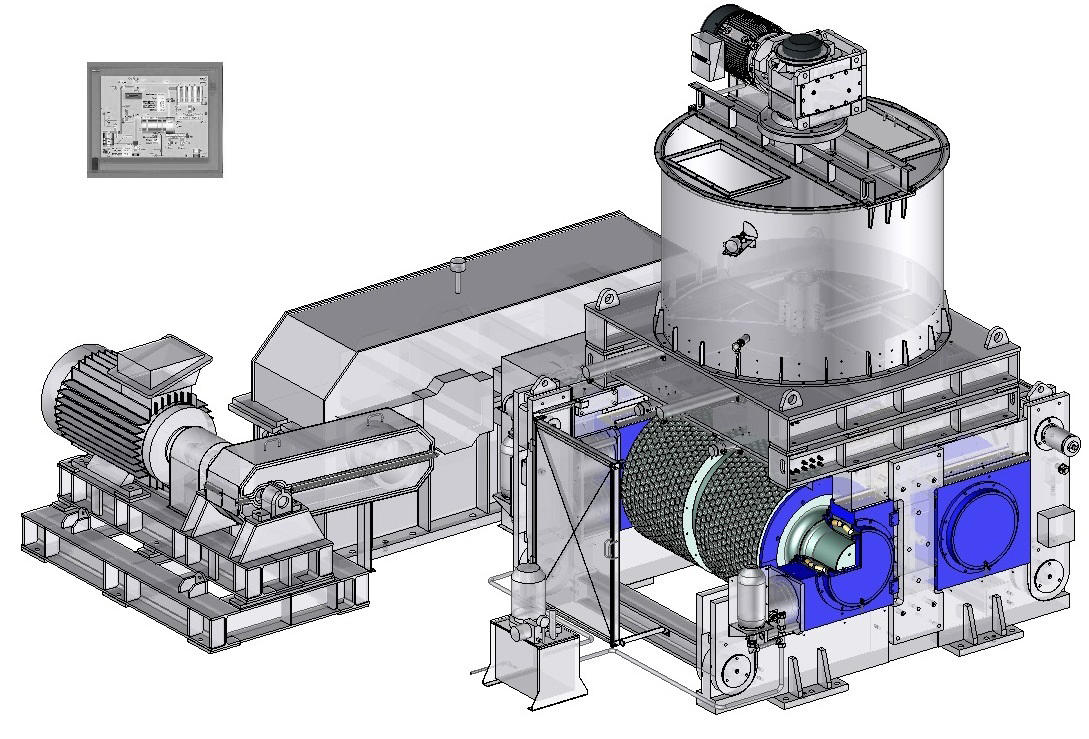
разрабатывает и производит надежные прессы для брикетирования, предназначенные для эксплуатации в тяжелых и сверхтяжелых условиях и требующие минимального обслуживания. Нажмите на различные части этого брикетировочного пресса, чтобы ознакомиться с его основными компонентами.Динамическая модель
Система подачи
Система подачи необходима для обеспечения максимальной эффективности брикетировочного пресса:SAHUT-CONREUR
разработал 3 типа систем подачи, которые выбираются в зависимости от обрабатываемого продукта:

Гравитационный питатель с распределительным коробом
Эта запатентованная система обеспечивает равномерное распределение материала по ширине валка: условие необходимо для получения брикетов постоянного качества.
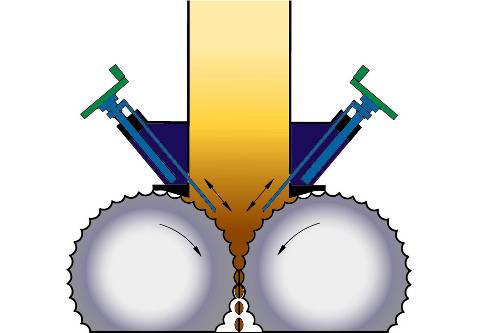
Бункер
Подача материала на валки под действием силы тяжести. Эта система, при необходимости, может быть оснащена наклонными заслонками, положение которых регулируется вручную или автоматически.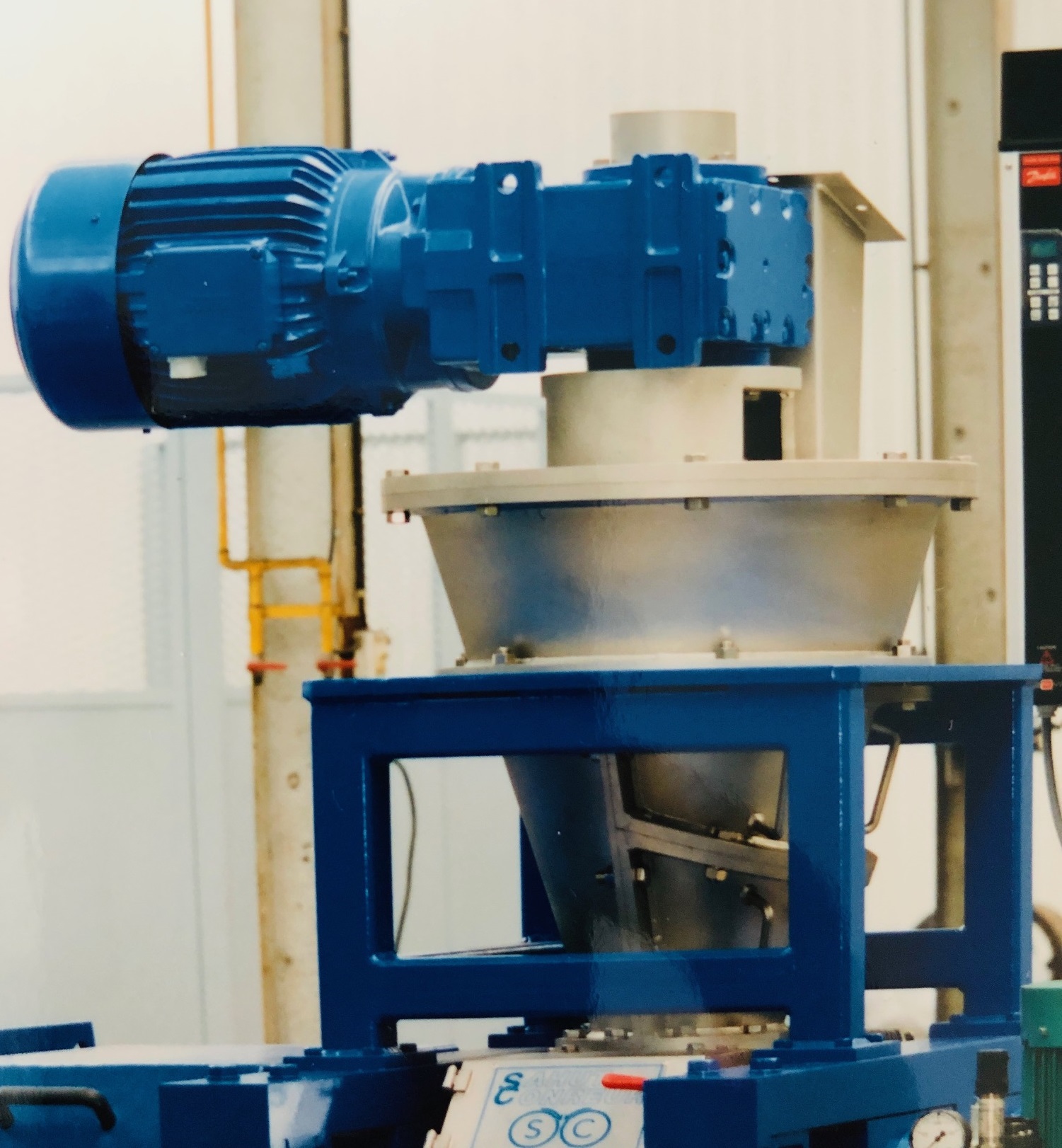
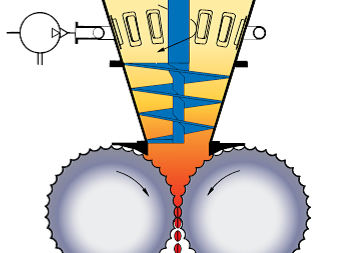
Устройство подачи под давлением с одним или двумя коническими шнеками
Используется для предварительного уплотнения сырья и подачи его на валки. Для сверхаэрированных продуктов данный питатель может быть оборудован системой деаэрации (вакуумным насосом) для устранения воздуха, содержащегося в материале.
Все эти 3 системы подачи могут быть оснащены специальной системой плавающих боковых пластин, уменьшающих утечку порошка по сторонам валков и обеспечивающих лучшую эффективность в зоне компактирования.
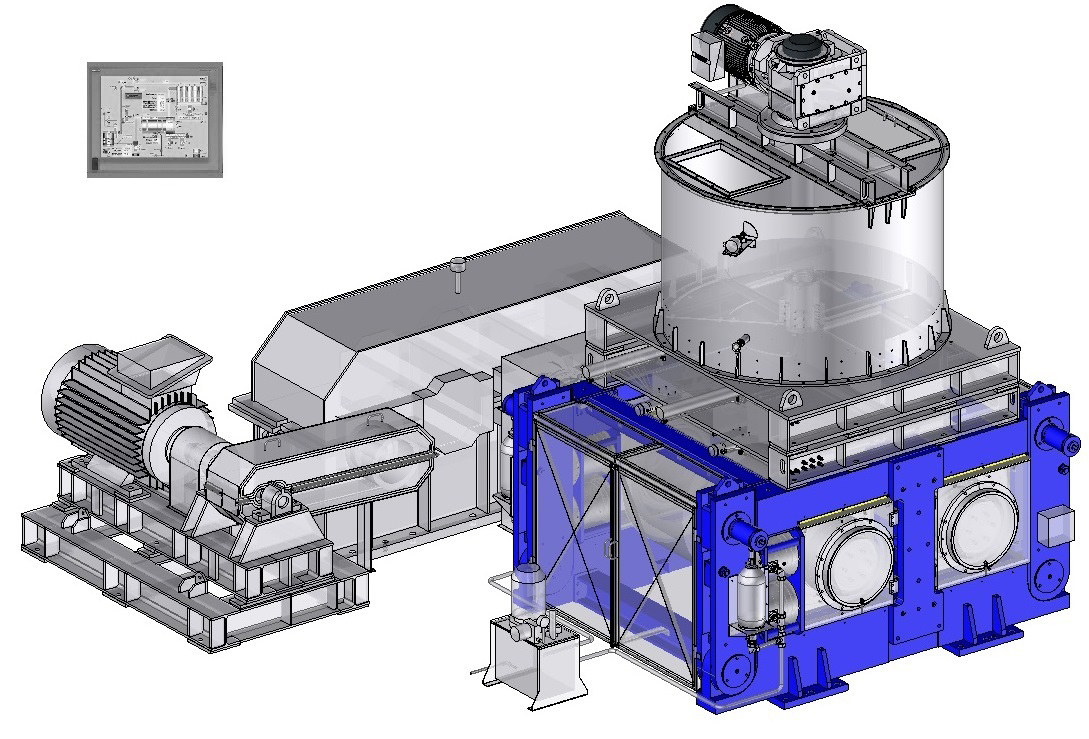
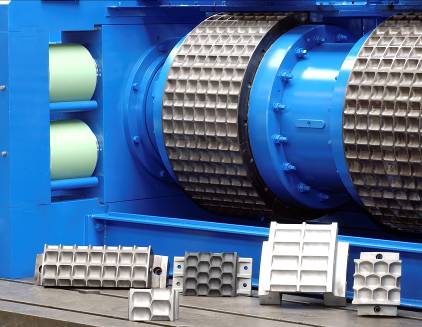
Валки
Поверхность валков
Брикетировочный пресс состоит из двух валков: один закреплен в раме пресса (неподвижный валок), а другой валок может перемещаться перпендикулярно своей оси (подвижный валок), изменяя расстояние между валками. Размер пресса для брикетирования характеризуется диаметром валка (от 150 мм до 1400 мм) и шириной валка (от 30 мм до 1600 мм).

Возможны два технологических решения для рабочей поверхности валков:
- валы с запрессованными бандажами (стальные кольца термоусаживаются на валах)
- валы с сегментами закрепленными болтами
Подшипники валков
Валки установлены на надежных подшипниках, рассчитанных на длительный срок службы в тяжелых условиях эксплуатации. Данные подшипники смазываются вручную или автоматически консистентной смазкой или маслом. Для особых случаев может быть установлено охлаждение приводов и подшипников.Рама
Брикетировочный пресс смонтирован на специальной стальной раме, обладающей достаточными характеристиками для работы в тяжелых условиях под высоким давлением.Для быстрого снятия валков и проведения технического обслуживания может быть установлена откидная рама. Эта система позволяет заменять валки без демонтажа системы подачи и компонентов над валками.


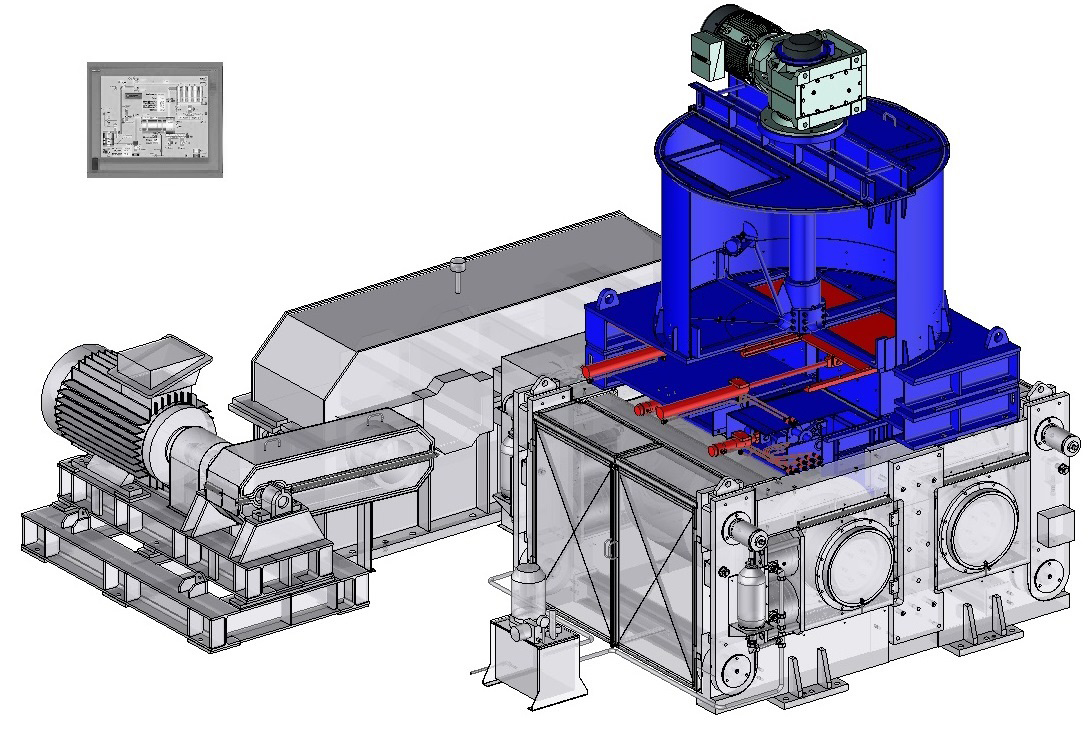
Гидравлическая Система
Брикетировочный пресс оснащен гидравлической системой, способной подавать усилие на подвижный валок с помощью гидроцилиндров. Двойной гидроконтур позволяет подавать различное усилие на подшипниковые узлы подвижного валка. Эта система также включает в себя предохранительные устройства и азотные аккумуляторы для демпфирования движения и быстрого возврата подвижного валка. Она защищает брикетирующий пресс от непредвиденного попадания инородных тел на валки.
Сила, приложенная к материалу, может варьироваться от 5 до 180 кН/см).
Сила, приложенная к материалу, может варьироваться от 5 до 180 кН/см).

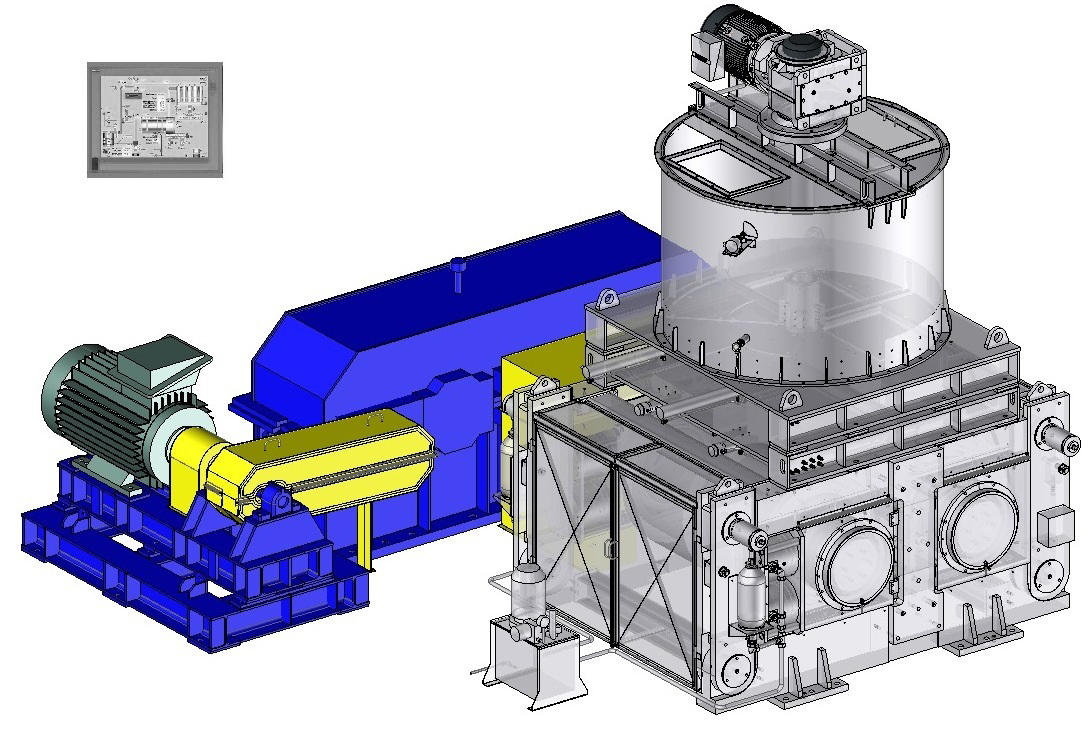
Привод валков
Брикетировочный пресс оснащен двухвальным редуктором и внутренними зубчатыми муфтами, способными выдерживать осевое смещение, вызванное движением подвижного валка. Муфта подвижного валка может быть оснащена системой, синхронизирующей вращение валков, которая обеспечивает идеальное соотнесение между карманами (для формирования брикета) фиксированного и подвижного валка. Скорость валка может доходить до 25 об/мин и в отдельных случаях даже выше; это соответствует тангенциальной скорости прокатки примерно 1 м/с.

Control-automation
Высокий уровень автоматизации обеспечивает бесперебойную работу брикетировочного пресса, без участия оператора. Система управления приводом основана на сигналах измерения зазора валков, значения давления брикетирования, а также скорости привода питателя / валков и потребляемой мощности.
Если в качестве системы подачи установлен бункер с заслонками, на брикетировочном прессе могут быть установлены два средства управления:
- Управление мощностью, потребляемой приводом валков, путем позиционирования заслонок подачи.
- Регулировка зазора между валками путем установки заслонок подачи.
- Управление мощностью, потребляемой приводом валков, путем регулировки скорости шнекового вала.
- Контроль зазора валков путем регулировки скорости вала шнека.