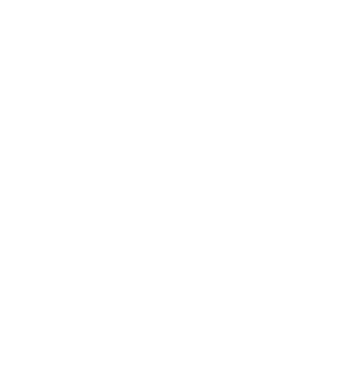
辊压机
公司为重载运行和困难工况设计和制造辊压机,运行可靠、维护量小。
点击辊压机的各个组成部分了解更多。
点击辊压机的各个组成部分了解更多。
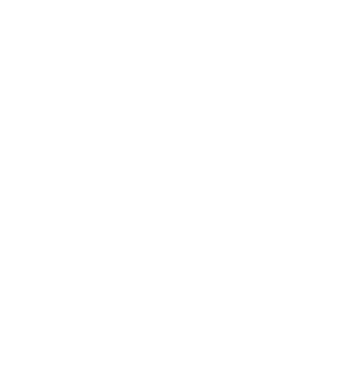
动态图

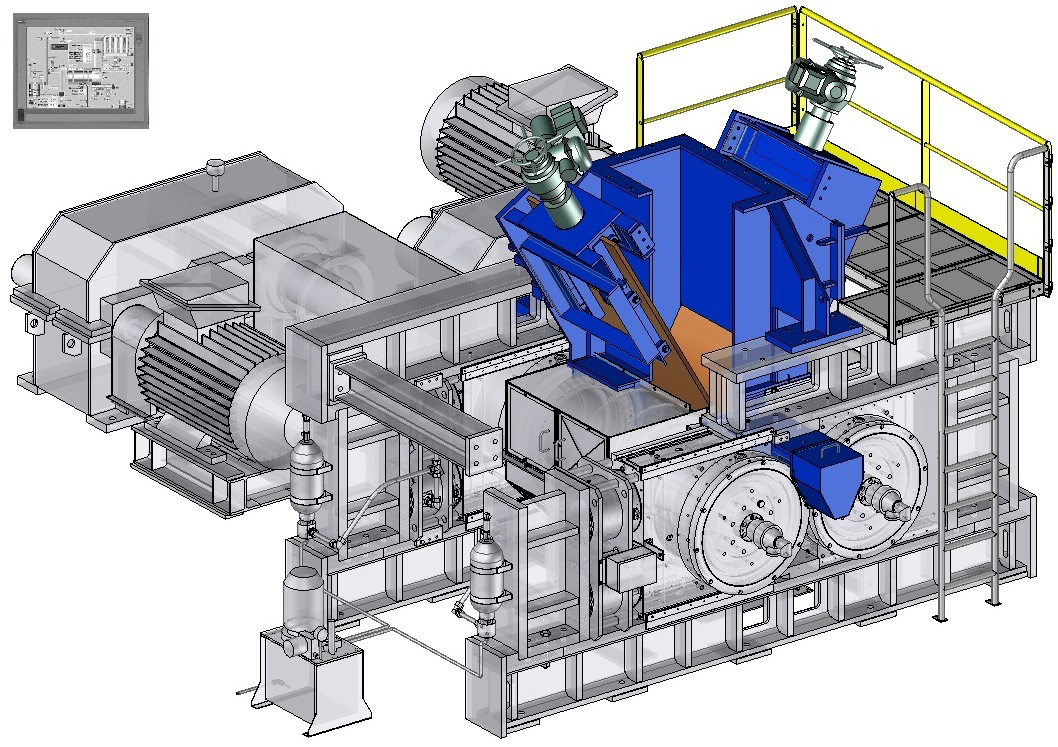

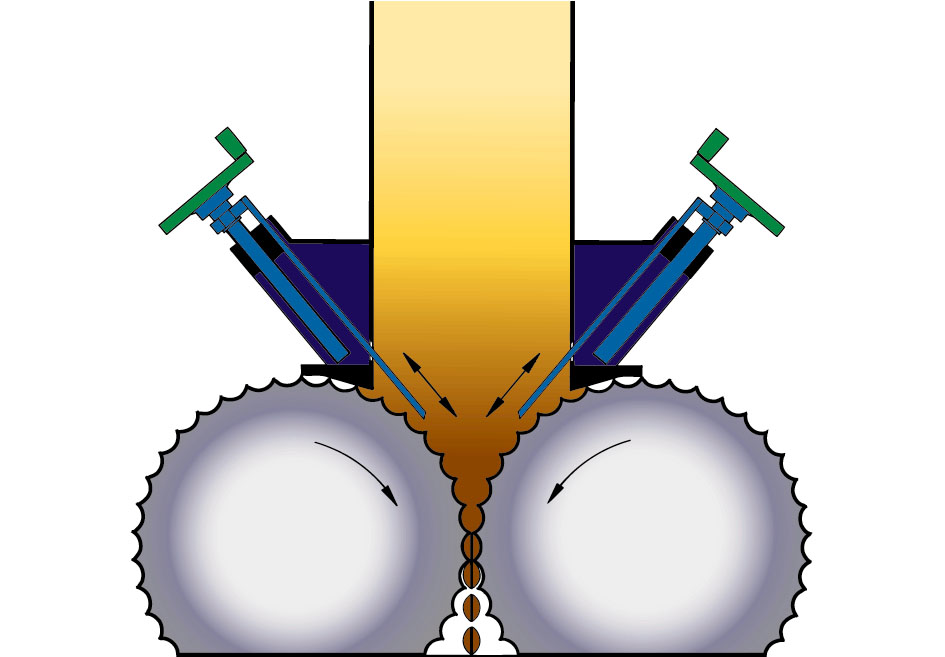
进料系统
通常辊压机配倾斜闸板的重力进料器,如果出力大、密度低、流动性差的物料,可推荐预增密度的螺杆进料器。
下料斗式
这一进料系统通过重力喂料,必要时可配手动或自动调节位置的倾斜式闸板。
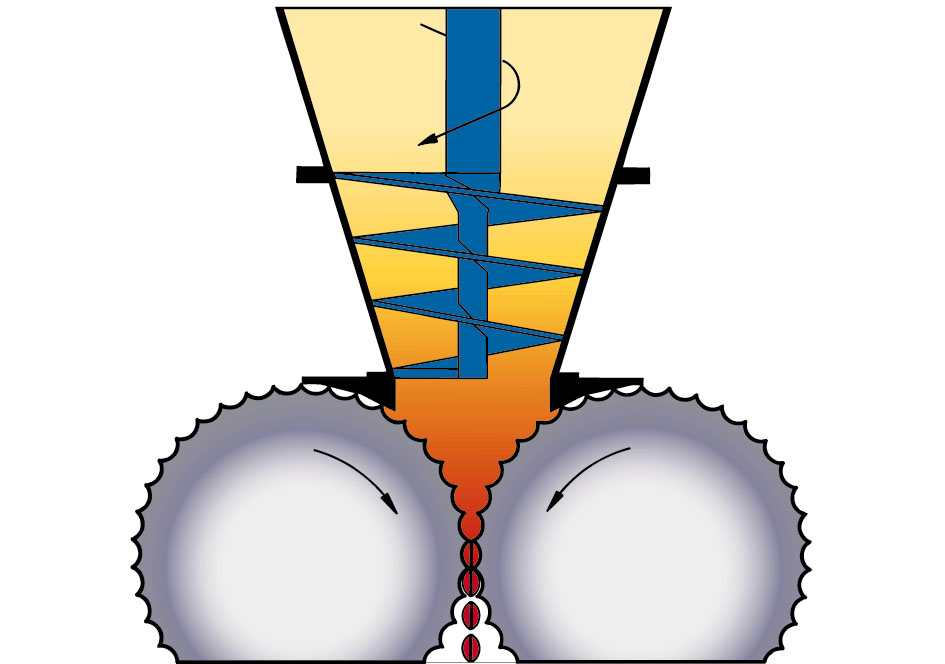
加力给料器
起着物料预挤压和喂料的作用
2种进料系统可分别配特殊的浮动式颊板,防止辊侧漏粉,提高辊压效率。
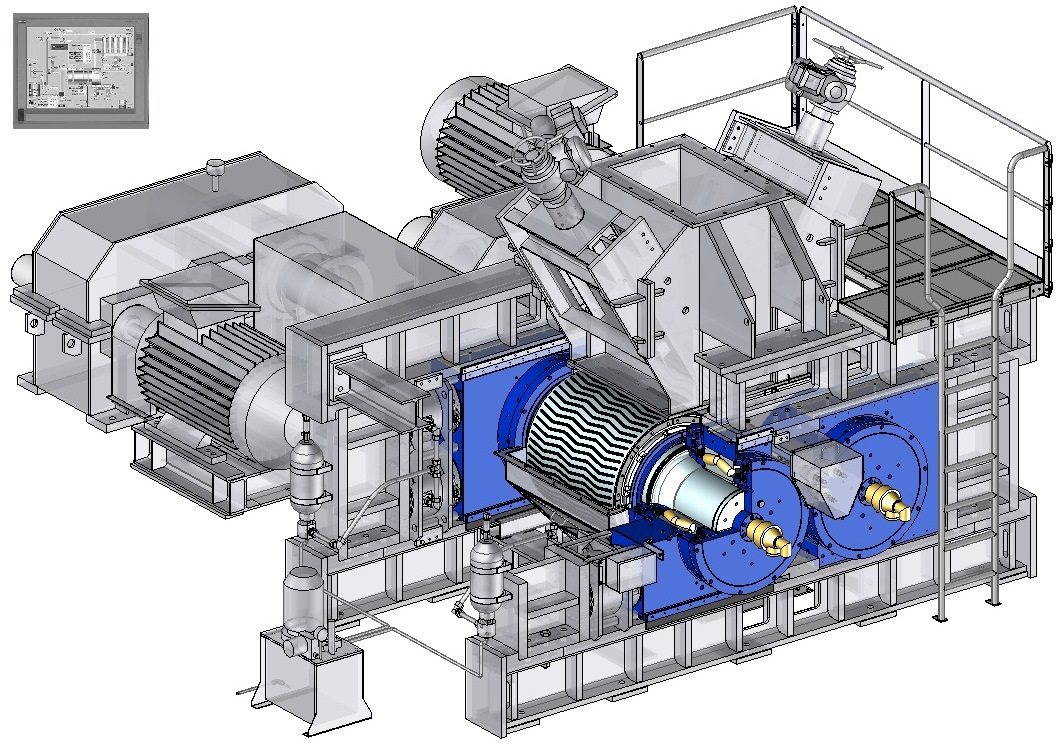
双辊
辊面
辊压机两只压辊构成,一只固定在框架上的固定压辊,一只与固定压辊中心轴作直向摆动的移动辊, 辊间距由此可调。辊压机的大小通过辊直径 ( 400-1600 mm) 和辊面宽度 ( 100 to 1000 mm)来表示。
通常耐磨铸钢并经硬化处理的材料作为热装辊皮的材料,运行时间长久。特殊场合,可采用整体铸钢辊子(面),
工作面基础层为耐磨层,上有V型或直型纹路,其它技术或瓦块辊皮也可以推荐,主要是根据进料的耐磨要求来定。

辊轴
双辊装在重型轴承上,轴承大小根据使用寿命、手动或自动润滑、脂润滑或油润滑来确定。在特定应用场合, 轴杆和轴承还需要另外的冷却系统。框架

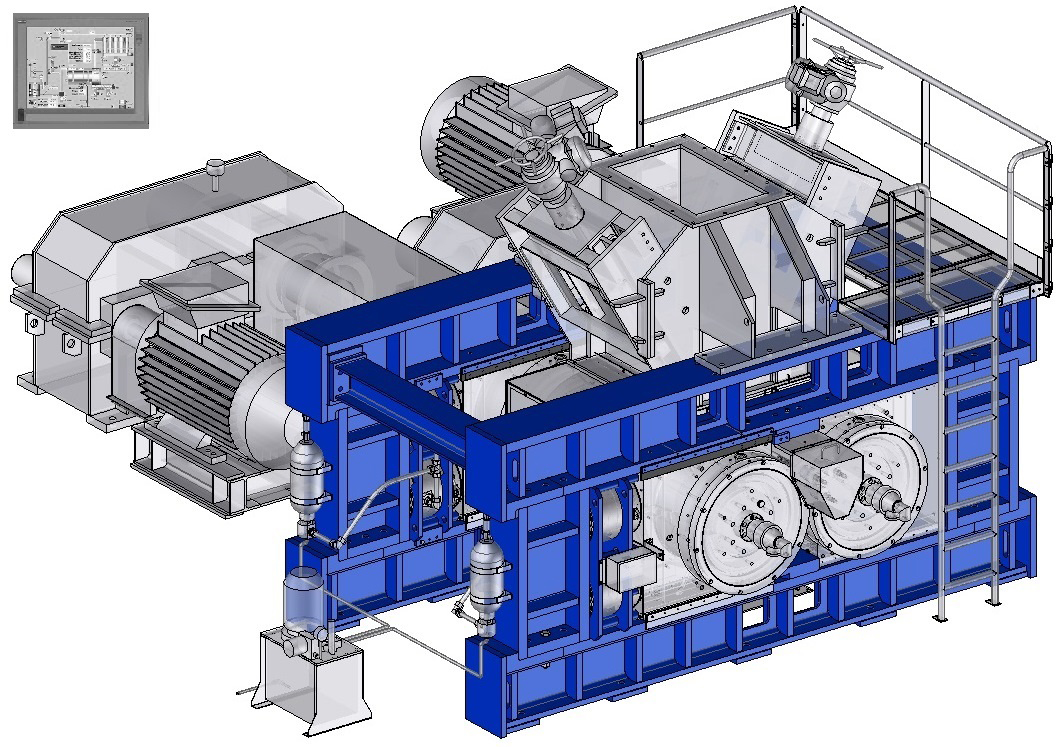
通常辊压机由特殊的钢制框架组成,可承受高压重载的工况。
液压系统
辊压机配有液压系统,通过千斤顶的推力把液压力施予移动辊。由于设计了双液压回路,当需要的时候,
移动辊轴承座的承压可不一样。这一系统还设计了安全装置和储氮罐,当偶尔有异物进入双辊时,可以防止移动辊过摆并快速回正移动辊,
保护辊压机。线压力大小在 10-120 kN/Lcm 间可调,相当于 2-10 N/mm².

辊驱动
在功率大的辊压机情况下,每个辊子分别由带内联轴器的齿轮驱动,可预防由移动辊的侧移带来的错排。特殊情况下(高扭矩、小场地),可采用其它的驱动形式(如行星减速机、液压电机)。辊速可以达到 25 Rpm 转或更高;相当于辊子的切线速度为 0,8 m/s以上。辊压机通常配特殊的双输出减速箱。

控制-自动化
系统的高自动化水平可以确保辊压机在无操作员的情况下稳定连续运行。控制驱动系统通过接收辊间距、辊子成型压力、加力进料器/辊转速及吸收功率的信号,实现自动控制。
如果是加力进料器,有两种方式实现自动控制:
如果是加力进料器,有两种方式实现自动控制:
- 通过调节进料螺杆的转速来控制辊子的功耗
- 通过调节进料螺杆的转速来调节辊间距